
|
|
|
Главная -> Провода и кабели 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 [31] 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 Принципиальная схема процесса изолирования проводов Представлена на рис. 31. С отдающей катушки / неизолированная жила подается в трубку дорнодержате-ля 4, проходящего внутри полого плунжера 2 и цилиндра пресса 3. Цилиндр пресса оканчивается формующей головкой 5, обеспечивающей формование и ориентацию эк-.струдируемого материала. В цилиндр пресса загружают предварительно формованные заготовки и при движении плунжера вверх пасту выдавливают через матрицу, образуя изоляцию провода. Провод с нанесенной изоляцией попадает в печь сушки 6, где происходит удаление смазки. Через систему поворотных роликов провод поступает на термообработку в печь 7, где происходит спекание изоля-. „ ции, затем через систему ро- .г.!.: "Р™««- ликов на тяговую шайбу 9, ная схема изолирования -гп проводов фторопла- аппарат сухого испытания 10 СТ0М-4Д. И приемную катушку 8. Процесс изолирования на плунжерных прессах является периодическим, а длина одного отрезка провода определяется диаметром и высотой цилиндра пресса. Использование цилиндра того или иного диаметра зависит от сечения токопроводящей жилы, толщины изоляции и от реологических свойств материала. Диаметр цилиндра определяется так называемым коэффициентом сжатия 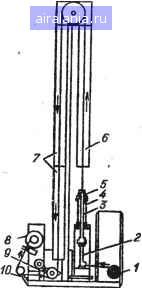 где Вц, D„, Dm, Dya - соответственно диаметры цилиндра, трубки дор но держателя, матрицы и жилы. Коэффициент сжатия можно менять при изолировании проводов в широких пределах, а допустимое значение зависит от свойств материала. При изготовлении проводов МС16-11, МС36-11 с изоляцией из порошка фторопласта-4Д коэффициент сжатия не превышает 900, по данным английской фирмы «Ай-Си-Ай» коэффициент сжатия для полимера флюона СД1 не должен превышать 1000, а для флюона СД2Х он лежит в интервале 500-2000. Повышение коэффициента сжатия выше предельного вызывает резкий подъем давления в цилиндре пресса, что приводит к выдавливанию смазки из заготовки и неоднородности поверхности изолируемого провода или кабеля. Между коэффициентом сжатия и количеством введенного бензина в пасту полимера существует определенная зависимость; Коэффициент Содержание бензина, % сжатия, К от общей массы смеси от массы полимера 20 16 19 50 16.5 19.8 100 17.0 20.4 250 17.5 21.2 500 18.0 22.0 1000 19.0 23.5 2000 20.0 25.0 Важнейшей частью плунжерного пресса является головка с формующим инструментом. Именно в переходной зоне между концом цилиндра и началом конической части матрицы и в самой матрице происходят сложные физико-химические процессы, связанные с изменением структуры полимера в результате приложения давления. Поэтому от правильно выбранной конструкции матрицы и дорна, а также их взаимного расположения существенно зависит качество получаемых проводов, в частности электрическая прочность изоляции. Устройство головки плунжерного пресса и конструкция инструмента показаны на рис. 32. Матрица и вкладыш, служащий продолжением матрицы, обеспечивают формование изоляции на токопроводящей жиле из механически непрочных, предварительно формованных заготовок. Как правило, матрица и вкладыш имеют угол конической части, равный 20°, это оптимальное значение угла найдено опытным путем в результате многочисленных экспериментов. Изменяющимися параметрами вкладыша матрицы являются диаметр и длина Цилиндрической части. Диаметр зависит от толщины изоляции и диаметра изолируемой жилы. в процессе термообработки происходит усадка полимера, в результате которой диаметр изоляции уменьшается. Поэтому диаметр вкладыша матрицы выбирают с учетом усадки, которая зависит от толщины изоляции. Для монтажных проводов в зависимости от толщины изоляции следует выбирать диаметр вкладыша матрицы: Толщина изоляции, мм 0.18 0.45 м" пр-Ь (0.1-0.13) 0? +(0.15-0.18) rfnp-b (0.18-0.20) 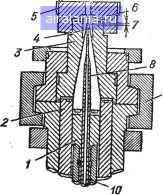 Длину цилиндрической части выбирают в пределах (6+-10) Dm (диаметров матрицы). Слишком короткая цилиндрическая часть матрицы дает грубую, волнистую поверхность вследствие того, что полимер не успевает оформляться на такой длине. При увеличении S ,Р и с. 32. Конструкции эструзиои-ной головки и формующего инструмента плунжерного пресса. / - плунжер; 2 - цилиндр пресса; 3 - матрица; 4 - вкладыш матрицы; 5 - электрообогрев матрицы; 6 - цилиндрическая часть вкладыша; 7 - зазор между дорном и матрицей; 8 - дорн; 9 - зажим; 10 - трубка дорна-держа-теля. длины цилиндрической части матрицы до (20-+30) Dm в изоляции появляются глубокие продольные трещины до токопроводящей жилы. Трубку дорна выбирают таким образом, чтобы его внутренний диаметр превышал наружный диаметр жилы не более чем на 0,1 мм. Одним из важных технологических вопросов изолирования является взаимное расположение дорна и матрицы. Неправильное положение дорна и матрицы может привести к неудовлетворительным электрическим характеристикам изготавливаемых монтажных проводов. Оптимальное положение трубки дорна зависит от толщины накладываемой изоляции, диаметра цилиндрической части матрицы, реологических характеристик пасты полимера. Расстояние между дорном и матрицей обычно выбирают опытным путем и оценивают по ка- 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 [31] 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 0.0086 |