
|
|
|
Главная -> Провода и кабели 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 [35] 36 37 38 39 40 41 42 43 44 45 46 47 Термообработку провода осуществляют со скоростью 5-15 м/мин. Кроме первичной изоляции, СКЛ применяют в качестве защитных оболочек поверх экранированных проводов и кабелей. Технология нанесения пленок и термообработка защитного .покрытия осуществляются аналогично описанной выше. Отличие заключается в том, что температурные и скоростные параметры термообработки подбирают таким образом, чтобы осуществлялась термообработка лишь верхних защитных слоев, а само изделие не прогревалось и не подвергалось деструктирующему воздействию повышенной температуры. При изготовлении ленточных проводов и кабелей основная задача заключается в том, чтобы плотно скрепить два изоляционных слоя из лент, между которыми располагаются круглые или плоские токопроводящие жилы, или слой фольги из меди, алюминия и т. д. Существует .несколько способов скрепления пленок между собой в ленточных проводах: тепловая контактная сварка, .сварка токами высокой частоты, склеивание пленок, формование пленок в зазоре валков и их последующая термообработка. Основным способом для производства ленточных проводов с изоляцией из термопластичных пленок является контактная тепловая сварка. Технология изготовления ленточных проводов заключается в том, что в зазор обогреваемых профильных валков подаются пленки полимера, между которыми располагаются круглые или плоские токопроводящие жилы. За счет одновременного воздействия температуры и давления, развиваемого в зазоре валков, происходит сварка пленок между собой. Ленточные провода с изоляцией из СКЛ изготавливают в две операции: первая - формование СКЛ с расположенными между ними неизолированными жилами на формующих валках и вторая - термообработка формованного провода в печи для получения монолитной изоляции. За счет пластической деформации пленок в зазоре валков происходят плотное обжатие жилы и уплотнение полимерного материала. Таким образом, можно изготавливать ленточные монтажные провода с числом жил до 20 и толщиной изоляционного покрытия, равным 0,15-0,25 мм. Рекомендуется применять для изоляции пленки тол- щиной 0,1-0,15 мм, которые обладают лучшей способностью к формованию по сравнению с тонкими пленками. Важной операцией является операция формования изоляционного покрытия, от которой зависит прочность сварки пленок при последующей термообработке. Профиль формующих канавок валков и зазор между ними • выбирают таким образом, чтобы получить оптимальный контакт между пленками. В случае большого зазора между валками пленки в ленточном проводе при последующей термообработке будут расслаиваться. Малый размер зазора приводит к чрезмерным деформациям пленок и их короблению в процессе теплового воздействия за счет больших усадок. Расчет и выбор размера формующих канавок производится с учетом геометрических размеров жилы провода, толщины пленки, размеров перемычек, усадки пленки при термообработке. 23. Переработка термопластичных фторполимеров Если ПТФЭ при нагревании не переходит в текучее состояние (его вязкость даже при 380° С составляет 10° Па-с), то термопластичные фторполимеры (ТФП) приобретают способность течь выше температуры плавления, что делает возможным их переработку методом экструзии. Некоторые характерные технологические свойства, определяющие поведение фторопластов при переработке, приведены в табл. 28. Таблица 28
i- Разумеется, эти параметры лишь в общих чертах характеризуют технологические свойства материалов, они зависят также от конкретной его модификации и способа получения. Более полно течение расплава опи- сывается реологическими характеристиками, 5сотя они, конечно, несколько различаются у материалов, полученных по различным технологическим режимам. На рис. 36 приведены кривые течения некоторых ТФП, 2 1 О

6,5 71дт,Па 6) 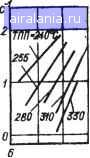 6 1дг,Па в) 5,4 5,6 5S 6,0 1дг,Па s) Р .и с. 36. Кривые течения ТФП. а - фторопласт-4МБ. ТПП=255°С; б-фто-ропласт-40Ш. ТПП=278° С; в - фторо-пласт-4МБ, температура расплава 280° С; г - фторопластам. определяющие зависимость между скоростью у и напряжением сдвига т [34-36]. Кривые течения существенно зависят от средней молекулярной массы полимера, которую в СССР принято косвенно оценивать по связанной с ней температуре потери прочности (ТПП). что видно из рисунка. На рис. 37 показано влияние температуры расплава на кажущуюся вязкость. - Для всех ТФП характерны относительно небольшие значения критических скоростей сдвига, что обычно ограничивает скорость экструзии. При увеличении скорости экструзии до критических значений поверхность изоляции вследствие так называемого дробления расплава становится матовой из-за появления шероховатости, а при дальнейшем увеличении скорости неровность 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 [35] 36 37 38 39 40 41 42 43 44 45 46 47 0.0022 |