
|
|
|
Главная -> Провода и кабели 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 [36] 37 38 39 40 41 42 43 44 45 46 47 поверхности нарастает, что исключает возможность получения качественных проводов. Поэтому для правильного выбора режима очень важно знать критические 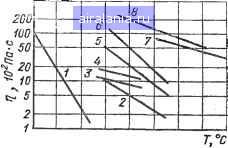 S20 Ш Рис. 37. Зависимость кажущейся вязкости ТФП от температуры расплава. / - Ф2М; 2 - тефзел 210; 3 - афлон марки С-88; 4 -то же, марки С-55; 5 - тефзел 200; 6 - то же, марки 280; 7 - ПФА; 8 - тефлон. 100. скорости сдвига, которые для различных ТФП составляют: Марка ТФП Тефзел 210 Тефзел 200 и 280 Ф-2М KF-полимер ПФА Тефлон ФЭП-100 Температура, "С 325 200 220-260 370-400 Критиче ска я скорость сдвига, с • 3000 1000 250 100 200-500 . 20-50 5 18 28 Самые низкие значения наблюдаются у ФЭП, в этих условиях приходится резко снижать скорости изолирования. Возможны два пути увеличения скорости: повышение температуры расплава и снижение максимального напряжения сдвига. Первый путь реализуется не только за счет увеличения температуры на головке, но и принятием мер по сокращению отвода теплоты от расплава (особенно к необогреваемому дорну и заготовке, имеющим температуру ниже температуры расплава). Это может быть достигнуто либо обогревом дорна (что трудно осуществить на практике), либо подогревом заготовки перед входом в головку. Второй путь - это свободное наложение изоляции, когда пло- щадь поперечного сечения между дорном и матрицей существенно выше, чем изоляции. В этом случае материал проходит через формующий инструмент с небольшой скоростью, а окончательное формование производится за счет вытяжки трубки, образованной расплавом. Поэтому существенное значение приобретает прочность расплава, или его способность к вытяжке. На практике изоляцию проводов из ТФП в большинстве случаев изготовляют трубкой, хотя ЭТФЭ и ПВДФ можно накладывать на жилу и с обжатием (под давлением). Фторопласт-40Ш имеет высокую критическую скорость сдвига и низкую способность к вытяжке, поэтому его наносят на жилу с обжатием. Следующей особенностью переработки большинства термопластичных фторполимеров является близость температуры переработки к температуре разложения. Поэтому при повышении температуры с целью увеличения критической скорости сдвига и получения гладкой поверхности следует учитывать возможность разложения материала. При термодеструкции происходят увеличение показателя текучести расплава (ПТР), ухудшение свойств изоляции, а также выделение газообразных продуктов разложения, приводящих к усилению коррозии металлических частей экструдера и образованию пузырей в изоляции. Поэтому способность полимера противостоять воздействию температур переработки, т. е. термостабильность, можно оценивать по разному: по изменению ПТР, по количеству выделяющихся летучих продуктов, по температуре образования пузырей в экструдате и т. п. На рис. 38 приведеныданные об изменении ПТР двух марок ФЭП фирмы «Дюпон» [34], из которых следует, что тефлон-100 более термостабилен и, если принять рекомендуемый критерий допустимого изменения в 10-15% за 1 ч, то максимально допустимая температура переработки тефлона-100 составляет 380° С, а тефлона-160 - не более 360° С. Как уже указывалось, некоторые ТФП могут накладываться на токопроводящую жилу с обжатием, а некоторые- только трубкой. В отечественной практике по первому способу перерабатывают только фторо-пласт-40 Ш. Матрица должна иметь плавный вход в формующую часть; поэтому коническую часть матрицы выполняют обычно с двойным углом: первый угол 30- 60°, a второй - 5-20°. Длина первого конического участка составляет 20-40, второго - 7-15 мм. Формующую часть матрицы выполняют длиной 5-20 мм, а ее диаметр на 7-10% превышает диаметр изолированного провода. Используют дорн без направляюшей трубки с углом конуса около 12-30°. Рассмотрим теперь расчет инструмента при изолировании.трубкой (рис. 39). Здесь приняты следующие обозначения: Du, £>з, - диаметры соответственно готового провода (поверх изоляции), заготовки, формующего отверстия матрицы; -дорна; L и / - длина соответственно формующей (цилиндрической) части инструмента и конуса, образующегося при вытяжке расплава. 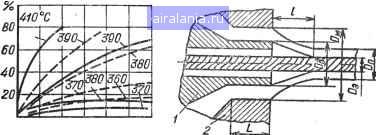 О 10 20 SO 40мин Рис. 38. Зависимость изменения ПТР от длительности выдержки (При различной температуре. ---- - тефлон 160; ---- тефлон 100. Рис. 39. Схема инструмента при наложении изоляции трубкой. / - дорн; 2 - матрица. Основным параметром является степень вытяжки К, определяющая отношение площади поперечного сечения потока в формующей части инструмента к площади поперечного сечения изоляции, т. е. Чем больше степень вытяжки, тем выше линейная скорость изолирования. Однако работать при максимально возможной степени вытяжки не рекомендуется, так как допустимая степень вытяжки у различных партий материала может несколько изменяться, что приводит к увеличению брака. Поэтому на практике максимально возможные степени вытяжки обычно не используют. Кроме того, такой подход позволяет унифи- 8-8415 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 [36] 37 38 39 40 41 42 43 44 45 46 47 0.0022 |