
|
|
|
Главная -> Провода и кабели 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 [42] 43 44 45 46 47 диаметра. Объемная производительность повышается с увеличением диаметра цилиндра и скорости движения плунжера. Основные физико-химические преврашения материала происходят в головке пресса, устройство которой и конструкция формующего инструмента представлены в гл. 4. При замене цилиндра пресса меняются лишь матрица и трубка дорнодержателя. В случае изготовления проводов и кабелей на цилиндре одного диаметра осуществляется замена вкладыша матрицы и дорна. Особенностью конструкции дорна является то, что он оканчивается гибкой стальной трубкой, через которую жила попадает в зону формования. При прямоточной экструзии за счет равномерного распределения давления в полимере гибкая трубка дорна устанавливается строго по центру цилиндра и формующего отверстия матрицы. Подъем и опускание головки при перезаправке плунжерного пресса осуществляются сжатым воздухом, а крепление головки к верхней части цилиндра происходит при помощи затвора, закрываемого вручную или пневматически. В настоящее время выпускают плунжерные пресса вертикального и горизонтального типов. Плунжерные пресса вертикального типа имеют механическую систему привода, пресса горизонтального типа более мощные и оборудованы гидравлической системой привода. В СССР и Европейских странах применяют плунжерные пресса вертикального типа. Их в основном используют для наложения изоляции на монтажные провода и изготовления тонкостенных электроизоляционных трубок; горизонтальные пресса - для изготовления монтажных проводов и радиочастотных кабелей с толстостенной изоляцией и изделий большой строительной длины. При экструзии полимера и непосредственном изготовлении кабельных изделий движение плунжера вертикального пресса осуществляется от основного ведущего электродвигателя мощностью 1,47 кВт посредством цепного привода через дисковую электрическую муфту. При ускоренном ходе плунжер приводится в действие электродвигателем, непосредственно соединенным с плунжером, в этом случае линейная скорость плунжера при опускании вниз или подъеме вверх равна 900 мм/мин. 9-8415 129 Вертикальный пресс Горизонтальный пресс Прессовое усилие, МП...... 0,30 0,50; 0,76; 1,0 Сечение изолируемых проводов, мм 0,03-6 0,03-8 Толщина изоляции, 0,14-0,6 0,14-2 Длина цилиндра, мм...... 900 1800 Диаметр цилиндра, мм..... 25, 32, 38, 44,5; 60,8; 63,5; БО, 62, 76 76; 101,6; 115 Масса загружаемого материала, кг: минимальная........ 2,25 4,75 максимальная ........ 8,2, 68 Линейная скорость, м/мин 4,5-45 3-SO Скорость плунжера, мм/мин: рабочая.......... 0-50 О-152 при ускоренном ходе , ..." SCO 1800 Длина печей сушки и запечки, м . 6-18 15 Максимальная температура печей, "С 600 600 Плунжерные пресса имеют сменные цилиндры, что позволяет варьировать усилия экструзии при изготовлении кабельных изделий различного диаметра и разной толщины изоляции. К вертикальным плунжерным прессам в зависимости от высоты помещения монтируют секционные печи сушки и термообработки, имеющие различную высоту и мощность обогревателей. Отдающее устройство плунжерного пресса снабжено принудительным отдатчиком, позволяющим изменять натяжение проводов в зависимости от прочности изолируемой жилы. Плунжерные пресса комплектуются дополнительным оборудованием для подготовки паст и изготовления заготовок. 26. Оборудование для нанесения изоляции из суспензий На рис. 44 показана схема агрегата для пропитки стеклоленты суспензией фторопласта-4Д. С отдатчика, куда помещается рулон стеклоленты, подлежащей пропитке, через систему направляющих роликов лента попадает в ванну пропитки 3. Стеклолента после пропитки имеет на поверхности избыток фторорганической суспензии, поэтому до входа в печь сушки предусмотрено расстояние 0,3-0,5 м, для того чтобы излишки суспензии успевали стекать по стеклоленте в ванну. Стекло- лента с нанесенным слоем суспензий попадает в печь 4, где происходят.удаление влаги и предварительная термообработка слоя. Слой полимера после термообработки на поверхности стеклоленты достаточно рыхлый и может осыпаться при намотке, поэтому стеклоленту непосредственно после сушки и термообработки подвергают каландрованию в валках 6, расположенных перед приемной катушкой 7. За счет пластической деформации полимера нанесенный слой вдавливается в стеклоткань я не осыпается при намотке. Стеклоленты с подсушенным покрытием при термообработке изделия сплавляются друг с другом. Пропитку суспензиями стекловолокнистых покрытий кабельных изделий проводят на агрегатах шахтного типа, через который кабель или провод проходит от 3 до 8 раз. Агрегаты ПЛУ-2 оборудованы ванна- -ми для суспензии, а операции нанесения и термообработки покрытия чередуются в зависимости от чис- Рис. 44. CxeMia агрегата для пропитки стеклоленты суспензией фторопласта-4Д. / - отдающее устройство; z - суспензия; 3 - ваина для пропитки; « - печь сушки и термообработки; 5 - вентиляционный отсос; 6 - каландрующее устройство; 7 - приемная катушка. ~ ла проходов кабельного изделия. Агрегаты для изолирования проводов суспензией идентичны выше рассмотренным за исключением того, что провод сначала попадает в ванну со специальным составом, активирующим поверхность провода, а затем в ванны с суспензией. Для получения изоляции . толщиной 25-50 мкм необходимо двух-трех-разовое прохождение провода через ванну. 27. Обмоточные машины Резку пленки производят на станках, состоящих из трех основных устройств: отдающего, для резки пленки о* . 131 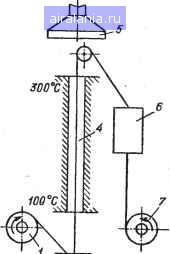 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 [42] 43 44 45 46 47 0.0021 |