
|
|
|
Главная -> Печатный монтаж 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 [44] 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 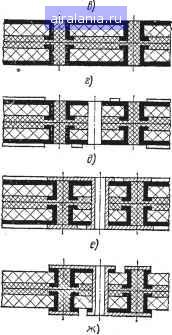 Вис. 3.3. Схема изготовления многослойной печатной платы методом -попарного прессования: а - изготовление заготовок фольгированного диэлектрика и стеклоткани; б - получение рисунка схемы внутренних слоев МПП; е - выполнение межслойных соединений между внутренними и наружными слоями МПП; г - прессование многослойной печатной платы; д - получение рисунка схемы наружных слоев МПП и сверление отверстий; е - металлизация отверстий и нанесение защитного покрытия; ае -травление меди с пробельных мест Новой операцией, как и дд любого другого метода изготов-ления МПП, является склеиванц слоев или прессование МПП. При выборе метода открытых контактны.х площадок следуех, помнить, что печатная плата, изготовленная этим методом, будет менее компактна по рисунку схемы, чем плата изготовленная, например, методом металлизации сквозных отверстий. Этот недо статок, свойствен рассматриваемому методу, так как межслойные соединения выполняются навесными проводниками. Технологическая схема изготовления МПП методом открытых контактных площадок состоит иэ следующих основных этапов: 1) изготовление печатной схемы каждого слоя фотохимическим методом на тонком одностороннем фольгированном диэлек трике; 2) перфорация слоев и изоляционных прокладок; 3) подготовка поверхности слоев (обезжиривание) для склеивания; 4) сборка пакета МПП для прессования; 5) прессование МПП; 6) лужение контактных площадок; 7) обработка МПП по контуру и вскрытие крепежных и других отверстий; 8) контроль. При изготовлении МПП методом открытых контактных площадок для изготовления отдельных слоев платы обычно применяют тонкий односторонний фольгированный диэлектрик толщиной 0,1-0,2 мм и такие же прокладки. Промежуточные схемные слой изготавливаются обычными методами печатного монтажа. При прессовании многослойных печатных плат методом открытых контактных площадок требуются некоторые дополнительные меры для предотвращения затекания смолы на контактные площадки. Более надежный способ защиты контактных площадок - применение специальной резиновой прокладки. Она представляет собой прокладку с отпрессованными выступами, диаметр которых немного меньше диаметра перфорированных отверстий (не более чем на 0,075 мм), а высота незначительно больше (приблизительно на 0,125 мм) глубины соответствующего соединительного отверстия в собранной плате. Прокладка должна иметь отверстия для прохода направляющих штырей. Перфорированные отверстия в склеивающих изоляционных слоях должны быть пробиты так, чтобы их диаметр приблизительно на 0,25 мм превышал диаметр контактной площадки, а диаметры отверстий в схемных слоях должны быть на 0,25 мм меньше, чем диаметры контактных площадок, над которыми они будут расположены. Цель этих требований заключается в том, чтобы по возможности исключить растекание смолы (которая будет ограничена выступами резиновой прокладки) в направлении контактной площадки и закрепить контактную площадку механически в момент прессования. Текучесть склеивающего материала, используемого для изготовления многослойных печатных плат этим методом, рекомендуется выдерживать в пределах между 4-=-10%, чтобы предотвратить возможное затекание связующего на контактные площади, в то же время, как и для других методов изготовления многослойных печатных плат, можно использовать материал с текучестью порядка 30%. Процесс склеивания происходит следующим образом. Плиты должны быть установлены в пресс для предварительного нагрева до 180° С. После достижения этой температуры нижняя плита снимается с пресса и помещается на асбестовую подкладку или на горячую плиту. Затем на нее укладывается резиновая прокладка. Слой, который нормально является верхним слоем, должен быть установлен первым, на него кладется прокладочный слой из склеивающего материала, затем устанавливается второй схемный слой и так до тех пор, пока не будут установлены все слои. Сверху набора укладывается алюминиевая фольга и бумага, затем с пресса снимается верхняя плита и устанавливается на всей сборке. Проверив правильность положения штырей, сборку следует сразу же поместить в пресс. При использовании склеивающего Материала с малой текучестью может быть сразу дано полное Давление на 1-2 ч. С целью предотвращения коробления плат Их рекомендуется после окончания полимеризации охладить в Прессе до температуры не выше 70° С под полным давлением. После чего плата может быть удалена из пресса. 2308 137 в случае использования материала с большей текучестью следует провести экспериментальное определение времени начала отверждения для того, чтобы предотвратить утечку связующего, которая может произойти, если дать давление очень рано. Подача давления за 1 мин до начала отверждения связующего является оптимальным для большинства материалов. После извлечения из пресса платы должны быть проверены на соответствие следующим требованиям: 1) между контактами, соединенными посредством печатных проводников, должна быть целостность цепей; 2) сопротивление изоляции между разомкнутыми схемами должно быть не менее 50 мом при напряжении 500 в; 3) 80% площади каждой контактной площадки должно быть свободно от затекания связующего; 4*5 склеенная плата должна быть твердой и не должна иметь воздушных пузырьков или расслоений. После этого плата может быть обработана по контуру, а в. контактных площадках просверлены отверстия для прохода объемных перемычек. Диаметры этих отверстий должны быть на 0,05-0,12 мм больше диаметров перемычек. Проволочные перемычки вставляются в отверстия с обратной стороны платы, обрезаются и припаиваются к контактным площадкам. Операция лужения контактных площадок, к сожалению, не всегда предусматривается технологическим процессом изготовления МПП. Это в значительной мере затрудняет и без того трудоемкие операции монтажа и пайки навесных элементов схемы гари сборке блоков на МПП, изготовленных методом открытых контактных площадок. Кроме этого, лужение контактных площадок является дополнительным контролером отсутствия смолы на их поверхности после прессования. § 3. 5. Технология изготовления МПП методом послойного наращивания Процесс изготовления многослойных печатных плат методом послойного наращивания наиболее трудоемок и длителен из-за невозможности параллельного выполнения технологических операций изготовления слоев и, следовательно, не технологичен. Метод поел о иного наращивания заключается в последовательном наклеивании диэлектрика и выполнении на его поверхности печатного монтажа наращиванием слоя меди и выполнения затем фотохимическим способом печатного рисунка слоя. Эта группа операций выполняется столько раз, сколько слоев в МПП. Схема, на которой показаны основные этапы технологического процесса изготовления МПП, представлена на рис. 3.4. 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 [44] 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 0.0022 |