
|
|
|
Главная -> Печатный монтаж 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 [47] 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 применяемых методов изготовления МПП практически одинаковы. »Процесс прессования в обгцем ви-,е выполняется следующим обра-ом. Отдельные слои МПП, изготовь енные из тонкого (0,1 мм) фольги- рованного стеклоэпоксидного пла» стика методом травления, накладывают друг на друга, чередуя со слоя-) мй склеивающих прокладок и прес суют (склеивают) в общую МПП. В качестве склеивающих прокладок для МПП используют стеклоткань, пропитанную эпоксидным связующим материалом, находящимся в стадии «В». Набранный пакет подвергают прессованию на гидравлическом прессе при удельном давлении от 14 до 70 кГ/сж, температуре 160-180°C и времени выдержки 4060 мин. При прессовании МПП, как уже говорилось ранее, применяется специальная технологическая оснастка, которая должна обеспечить фиксацию совмещенных слоев МПП и температурный режим склеивания. Для этой цели используются установленные на пресс специальные плиты, оборудованные системой обогрева и охлаждения. Обычно плиты изготавливают из стали, они должны быть достаточно массивными (толстыми), чтобы обеспечить равномерное распределение температуры по всей поверхности. Поверхность плиты не должна иметь дефектов в виде раковин, выбоин и выступов. Желательно иметь шлифованную хроми-! рованную поверхность. Обогрев плит проводят электрическим или паре-! вым методом, а охлаждение - водя- 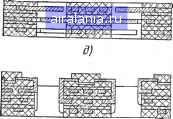 Рис. 3.5. Схема технологического процесса изготовления многослойной печатной платы методом выступающих выводов: а - нарезка заготовок диэлектрика и медной фольги; б - перфорирование диэлектрика; в - склеивание заготовок перфорированного диэлектрика с медной фольгой и нанесение рисунка схемы на фольгу; г - травление меди с пробельных: лмест; е - прессование многослойной печатной платы: е -отгибка выводов на приклеен-В: ные колодки В. 145- нььм. Температурный .режим процесса обеспечивается автоматически от пульта управления. Набор пакета МПП П1ро.изво.дится в .специальном, съемном с пресса, приопособлении, состоящем из верхней и нижней плит. Основанием приспособления служит нижняя плита, изготавливаемая из нержавеющей стали или дюраля толщиной 12-ь16 мм. Поверхность плиты должна быть шлифованная. По углам плиты по прессовой посадке устанавливаются направляющие штыри диаметром 4,5-6 мм, имеющие конус 2°. Верхняя плита имеет по углам отверстия, в которые по скользящей посадке входят штыри нижней плиты при совмещении плит. Помимо направляющих штырей на нижней плите устанавли-ваю-рся фиксирующие штыри диаметром 0,8-2,4 мм для фиксации на них набранного пакета МПП по базовым отверстиям, имеющимся в каждом слое и каждой склеивающей прокладке. Описанное приспособление с установленным на него пакетом МПП подается в рабочую зону пресса. Так как приспособление с установленным пакетом достаточно тяжелое, то рабочее место прессовщика обычно оборудуется подъемным столом, который позволяет поднять приспособление при его установке и съеме на уровень плиты пресса. Для повышения производительности на гидравлическом прессе устанавливают многоярусно несколько нагревательных плит, чтобы можно было прессовать одновременно несколько пакетов МПП, обычно это 2-f-3 яруса. Качество склеивания слоев МПП зависит от многих причин, нов OCHO.BHOM оно определяется адгезией между .слоями,которая в свою очередь зависит от качества исходного материала и подготовки поверхности под склеивание. Для подготовки слоев к склеиванию их очищают от окислов, обезжиривают, удаляют влагу. Удаление абсорбированной влаги .осуществляется высуш.иванием слоев МПП в вакууме при температуре 120° С в течение 30 мин. Если слои или прокладки будут недостаточно обезвожены, то при нагреве МПП в момент склеивания (прессования) или при пайке могут возникнуть дефекты - расслоения в виде пузырей. Операции набора пакета МПП и прессования производят в обеспыленном помещении при температуре 20-f-25°C и относительной влажности 50--60%. Все операции изготовления МПП на участке прессования выполняются в перчатках. Воздух, находящийся между слоями, должен быть удален при склеивании. Под действием давления пузырьки воздуха проходят через размягченную смолу, вплоть до ее отверждения. Частично эти пузырьки выходят через края платы наружу, частично задерживаются у краев. Поэтому по контуру платы должен быть предусмотрен технологический припуск, который удаляется после склеивания. tHa практике обычно для прессования МПП используют стан-артные гидравлические прессы мощностью 100 илн 150 т. Недостатком этих прессов является невысокая стабильность аданного давления, а также малая производительность из-за jйaлoй полезной площади пресса. Для повышения производительности и качества прессования jVinn передовые зарубежные фирмы применяют специальные многоярусные прессы с большой площадью прессования (1 и более). Такие прессы оснащаются установками программного управления и аналоговыми программно-задающими устройствами с записью отработанных режимов прессования (например, «Аку-термол» - США). Наряду с этим, зарубежные фирмы совершенствуют конструкции нагревателей и охладителей плит, а также системы регулирования и поддержания температуры и давления. Технология прессования гибких МПП аналогична технологии прессования жестких МПП, однако режимы прессования и некоторые другие моменты процесса значительно отличаются. Гибкие МПП могут склеиваться на том же оборудовании с соответствующей доработкой оснастки. Температура склеивания гибких МПП изменяется от 180° С ддля полиэфирной пленки, покрытой полиэтиленом, до 310° С для вюлиамидной пленки, покрытой сополимером фторопласта с про-впиленом. pF Давление при прессовании порядка 20 кГ/см для обоих материалов. Отдельные слои МПП могут иметь большие участки невы-травленной фольги (экраны). Платы в этих местах имеют тен- денцию к расслаиванию, особенно при изгибающих нагрузках. иЭто объясняется тем, что наружная поверхность медной фольги, Ксак правило, не обрабатывается (оксидируется) для улучшения свойств адгезии. Ш Этот недостаток может быть устранен либо за счет использо-вания фольгированных материалов, у которых наружная поверхность медной фольги имеет соответствующую обработку, либо дополнительной обработкой поверхности фольги с помощью специального химического раствора, предназначенного для этой цели. Часто требуется свертывать гибкие МПП или печатные кабели для уплотнения монтажа или для возможности использования их в конструкциях выдвижных блоков. Это может быть выполнено навивкой плат на технологическую оправку, диаметр которой должен быть ие менее чем в 5 раз больше толщины пла- 1ТЫ. В этом состоянии платы нагреваются до 150° С (для поли-эфир-полиэтиленовых) или до 230° С (для фторопласт-полиа-кидных пленок) и после последующего охлаждения до комнатной (Температуры они будут сохранять приданную им форму. 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 [47] 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 0.0129 |