
|
|
|
Главная -> Санитарнотехиические устройства 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 [90] 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 Отклонение от заданного угла реза не должно превышать 0,5 мм для труб наружным диаметром до 50 мм, 1 мм для труб наружным диаметром 50-160 мм и 2 мм для труб наружным диаметром более 160 мм. Отверстия диаметром до 50 мм сверлят в пластмассовых трубах на сверлильных станках перовыми и спиральными сверлами, циркульными резцами и специальными трубными сверлами; отверстия диаметром более 50 мм сверлят циркульными резцами или трубными сверлами. Сверло необходимо периодически выводить из отверстия для его охлаждения и удаления стружки. Для снятия фасок на концах труб применяют механизированные и ручные приспособления, режущим инструментом которых являются специальные фрезы, резцовые головки с несколькими ножами или резцы. Формование труб. При формовании трубы отбортовывают, калибруют, а также получают утолщенные бурты, гладкие и с желобком под резиновое кольцо раструбы и производят вытяжку отростков на трубах для тройников и крестовин. Нагрев и размягчение пластмассовых труб производят в ваннах с глицерином, гликолем, трансформаторным маслом (только для ПВХ) и т. п., в нагревателях с инфракрасными излучателями или в воздушных печах Температура нагрева устанавливается в заданных режимах терморегулятором. Температуру теплоносителя (глицерина или воздуха) внутри нагревательного устройства следует выбирать в соответствии с данными табл. 169. Ваьшы с нагревательной жидкостью снабжают устройствами (типа подвижной решетки), регулируемыми по высоте ванны, для установки трубы на требуемую длину нагреваемого участка. Ванна имеет съемную крышку. В качестве инфракрасных излучателей для нагрева труб следует использовать стержневые, U-образные и другие электрические нагреватели (ТЭНы). Допускается применение нагревательных устройств с навивной спиралью. Для получения направленного лучистого потока инфракрасные излучатели следует помещать в рефлектирующие устройства. Односторонний нагрев допускается для труб с толщиной стенки до 3-3,5 мм. При большей толщине стенки излучатели следует устанавливать как снаружи, так и внутри трубы Таблица 169 ТЕМПЕРАТУРА ТЕПЛОНОСИТЕЛЯ ДЛЯ НАГРЕВА ПЛАСТМАССОВЫХ ТРУБ
Теплоотдачу установки с инфракрасным нагревом регулируют изменением расстояния между излучателями или уменьшением подаваемого на ТЭНы напряжения. Для равномерного нагрева груб инфракрасными излучателями трубы нужно вращать в поле облучения с частотой 3-4 об/мпи. Для поточной обработки труб следует применять конвейерную установку, в которой вращение труб при их поступательном движении вдоль излучателей осуществляется грижимным элементом. Концы труб нагревают в воздушных печах потоком горячего воздуха, подаваемым на наружную и внутреннюю поверхности труб. Отбортовку на трубе следует формовать вдвигаемым внутрь нее пуансоном и прил<имным фланцем, оформляющим наружную поверхность отбортовки (рис. 143). Для формования утолщенных буртов применяют разъемную пресс-форму (рис. 144). 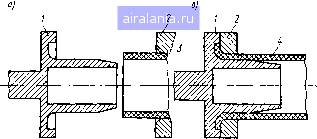 Рис. 143. Схема формования отбортовки а -положение до формования; б - положение по окончании формования; / - пуансон; 2 - прижимной фланец; 3 - труба; 4 - труба с отбортовкой ° Холодная bodu 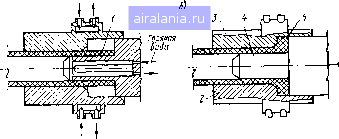 Рис. 144. Схема формования утолщенного бурта а - положение до формования; б - положение по окончании формования; 1 труба; 2-«нижняя полуматрица; 3 - верхняя полуматрица; 4 - пуансон; 5-труба с отформованным утолщенным буртом Гладкий раструб формуют вдвигаемым в нагретую размягченную трубу дорном, калибровку концов труб выполняют цилиндрической гильзой. Станки для формования должны иметь упорные кольца для снятия трубы с дорна. Для формования раструбов с желобком под резиновое кольцо следует применять механический дорн - подвижный конус, в пазах которого находятся специальные клинья с выступами для формования желобка. Вытяжку отростков делают на трубах, находящихся в нагретом состоянии, при помощи тянущего механизма и пуансона. Размеры всех формуемых элементов назначают с учетом усадки отформованного изделия после охлаждения. Рабочие поверхности всех формующих инструментов должны быть отполированы. Поверхность готового изделия должна быть ровной и гладкой без трещин и раковин. Допускаются незначительные следы от формующего и калибрующего инструмента. Разностенность раструбов должна находиться в пределах допускаемых отклонений толщины стенки трубы. Изгибание труб. Изогнутые детали пластмассовых трубопроводов (отводы, утки, скобы, компенсаторы и др.) необходимо изготовлять из труб тех же типов, находящихся в размягченном состоянии, на трубогибочных станках. Изгибание труб без наполнителя допускается при отнощении толщины стенки к наг)ужному диаметру труб S/Da не менее 0,06 и при радиусе изгиба по оси трубы, равном или превышающем 3,5-4 D„. Температура жидкости в нагревательной ванне должна составлять для труб из ПНП 105+5°С, из ПВП-125+5°С, из ПП- 170±5°С, из ПВХ - 125+5° С. Температура воздуха в термошкафах должна составлять для труб из ПНП 135±10°С из ПВП - 150+10° С, из ПП-185+10° С, из ПВХ - 160+10° С. Продолжительность нагрева пластмассовых труб при изгибании указана в табл. 170. Таблица 170. ПРОДОЛЖИТЕЛЬНОСТЬ НАГРЕВА, мин, ПЛАСТМАССОВЫХ ТРУБ ПРИ ИЗГИБАНИИ
* Только для ПВП. 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 [90] 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 0.0027 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||