
|
|
|
Главная -> Санитарнотехиические устройства 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 [91] 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 Диаметр гибочного шаблона должен быть равен номинальному наружному диаметру изгибаемой трубы, а профиль его должен иметь круговую форму. Зазор между обкатывающим роликом и трубой должен быть не более 10% наружного диаметра трубы. Частота вращения ролика при изгибании труб должна составлять 2-4 об/мин. При угле изгиба 90° трубы из ПНП следует перегибать на 6°, а трубы из ПВП и ПП - на 10°. Отклонение угла изгиба от заданного не должно превышать ±3°. Согнутые трубы охлаждают водой в неподвижном положении до температуры 28-30° С. В качестве наполнителя при изгибании труб рекомендуется использовать резиновый жгут, либо гибкий металлический или резиновый шланг, набитый песком. В отдельных случаях в качестве наполнителя допускается применять чистый речной песок, нагретый до температуры 100° С. Концы труб после заполнения песком заглушают пробками. Соединение труб из ПВП, ПНП и ПП сваркой. Соединение труб из ПВП, ПНП и ПП выполняют контактной стыковой, контактной раструбной и контактной раструбно-стыковой сваркой. Для сварки необходимо подбирать трубы или фасонные части по партиям поставки. Несовпадение кромок свариваемых труб не должно превышать 10% номинальной толщины их стенок. При сварке нагревателем оплавляют на необходимую глубину поверхности деталей и труб, соединяют их под давлением и выдерживают до охлаждения. При стыковой и раструбно-стыковой сварке торцовые поверхности свариваемых труб перед нагревом очищают от грязи и окисной пленки, образовавшейся под воздействием кислорода воздуха и солнечной радиации. Концы труб при раструбной сварке должны иметь наружную фаску на половину толщины стенки трубы, снятую под углом 45°, при раструбно-стыковой сварке - длиной 3-5 мм и высотой 1- 1,5 мм. После механической обработки торцовая поверхность труб не должна иметь рваных краев, зазубрин и заусенцев. Сваривать пластмассовые трубы встык следует на сварочных установках, обеспечивающих механизацию основных процессов сварки и контроль технологического режима. Нагревательные элементы для стыковой сварки должны быть, как правило, электрическими. Постоянную температуру на рабочей (греющей) поверхности нагревателя необходимо поддерживать терморегулятором или автотрансформатором. Для предотвращения налипания расплавленного материала при сварке труб из ПВП, ПНП и ПП нагреватель следует покрывать чехлом из теплостойкого антиадгезионного покрытия (стеклоткани, предварительно пропитанной политетрафторэтиленом), пленкой из этого материала или кремнийорганического лака. Контактная стыковая сварка состоит из следующих операций: а) установки и центровки труб в зажимном центрирующем приспособлении; б) торцовки труб; в) нагрева и оплавления свариваемых поверхностей} г) удаления сварочного нагревателя; д) сопряжения разогретых свариваемых поверхностей под давлением (осадки); е) охлаждения сварного шва под давлением. К основным параметрам процесса стыковой сварки относятся: температура греющих поверхностей нагревателя, продолжительность нагрева деталей, глубина оплавления, контактные давления при оплавлении и осадке (табл. 171). Высота грата после сварки должна быть не более 2-2,5 мм при толщине стенок труб до 5 мм и не более 3-5 мм при толщине стенок 6-20 мм. Таблица 171. ПАРАМЕТРЫ СТЫКОВОЙ СВАРКИ
Для соединения труб из ПНП с толщиной стенки до 4 мм с раструбными фасонными частями и труб из ПНП, ПВП и ПП с формованными раструбами следует использовать контактную раструбную сварку. Для этой сварки рекомендуется применять металлическое нагревательное приспособление, состоящее из гильзы для оплавления наружной поверхности конца трубы н дорна для оплавления внуренней поверхности раструба (рис. 145 и табл. 172). Для каждого диаметра труб и фасонных частей требуется отдельное приспособление или съемный комплект гильз и дорнов, изготовленных из нержавеющей стали. 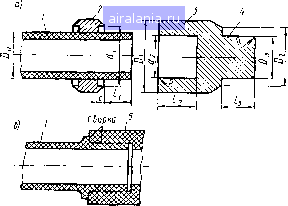 Рис. 145. Приспособление для контактной раструбной сварки труб и фсоцных частей из ПНП, ПВП и ПП а - положение до начала сварки; б - положение после сварки; / - труба; 2-ограничительный хомут; 3 - гильза приспособления; -дорн приспособления; 5 - раструб фасонной части Таблица 172 РАЗМЕРЫ, мм, ПРИСПОСОБЛЕНИЯ ДЛЯ КОНТАКТНОЙ РАСТРУБНОЙ СВАРКИ (см. рис. 145)
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 [91] 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 0.0089 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||