
|
|
|
Главная -> Дуговая сваркав [0] 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 дуговая сварка В настоящее время основной объем работ при дуговой сварке выполняется на переменном сварочном токе. Перемешый ток используется при ручной сварке штучными электродами, при автоматической сварке под флюсом и при аргонодуговой сварке легких сплавов. Источники переменного сварочного тока - самые массовые источники питания дуговой сварки. Основным узлом источников переменного тока является спещ1альный, как правило, однофазный сварочный трансформатор. По этому основному узлу источники переменного тока часто называют просто сварочными трансформаторами. Имеющиеся в литературе сведения о современных источниках переменного сварочного тока явно недостаточны для их изучения, проектирования и эксплуатации. Так, рассмотренные в монографии И. Я. Рабиновича [27] устройства уже устарели. В книге Б. Е. Патона и В. К. Лебедева [22] изложены только отдельные вопросы теории и расчетов трансформаторов с механическим регулированием. В работе О. Н. Братковой [9] источникам переменного тока уделено незначительное внимание. Авторы настоящей брошюры ставили целью на основе обобщения опубликованных материалов и результатов исследований, проведенных авторами во Всесоюзном научно-исследовательским, проектно-KOHCTpjac-торском и технологическом институте электросварочного оборудования (ВНИИЭСО), систематизировать сведения о трансформаторах и спе-одализированных установках переменного тока для различных способов дуговой сварки. Книга знакомит читателя с особенностями горения дуги переменного тока и с требованиями к источникам сварочного тока. Описан принцип действия, рассмотрены электрические схемы и элементы расчета трансформаторов с механическим и электрическим регулированием. Показана идентичность пришщпов тиристорного и магнитного фазового регулирования, приведены сведения о разработанных системах управления тиристорных трансформаторов, тепловом расчете тиристоров при сварочных нагрузках. Отдельные главы посвящены рассмотрению вспомогательных устройств (возбудители и стабилизаторы горения дуги, устройства ограничения напряжения холостого хода и др.), описанию констр)асций и технических характеристик источников, вьшускаемых промышленностью, краткому освещению вопросов эксплуатации и техники безопасности. Замечания и пожелания по книге просьба направлять по адресу: 191065, Ленинград, Марсово поле, 1, Ленинградское отделение Энерго-атомиздата. Авторы 3 ГЛАВА 1 СВАРОЧНАЯ ДУГА И ИСТОЧНИКИ ПЕРЕМЕННОГО ТОКА 1.1. ОСОБЕННОСТИ ГОРЕНИЯ ДУГИ ПЕРЕМЕННОГО ТОКА Дуга переменного тока находит применение при трех способах Д)гговой сварки: ручной сварке штучными электродами, автоматической сварке под слоем флюса, ручной и автоматической сварке легких сплавов вольфрамовым электродом в среде инертных газов. Несмотря на цшрокое развитие механизированных способов сварки, ручная сварка штучными электродами остается наиболее распространенным видом дуговой сварки в промышленности, строительстве и на монтаже. К преимуществам ее следует отнести большую технологическую гибкость, возможность сварки в труднодоступных местах и в различных пространственных положениях, простоту, дешевизну и надежность оборудования. К недостаткам - сравнительно низкую производительность и значительные потери на угар и разбрызгивание. Борьба с этими недостатками ведется путем совершенствования свойств электродов и улучшения сварочных показателей источников тока. Основной объем работ вьшолняется электродами диаметром 2-6 мм на токах до 400 А. Сварка ведется практически во всепогодных условиях. Автоматическая сварка под слоем флюса нашла самое широкое применение при изготовлении различного рода резервуаров, труб большого диаметра, изделий из листовой и профильной стали. Флюс способствует получению чистого и плотного металла шва, без пор и включений, с ровной внешней поверхностью, с плавным переходом к основному металлу и высокими механическими свойствами сварного соединения; потери на угар и разбрызгивание при сварке практически отсутствуют. Для процесса характерны высокие коэффициенты наплавки (в 2-3 раза вьпде, чем при ручной сварке) и большие сварочные токи. Наряду с однодуговым процессом широкое распространение получили двух- и трехдуговые процессы, когда сварочные дуги расположены с некоторым сдвигом вдоль линии шва и плавление электродных проволок производится в одну общую сварочную ванну. Скорость сварки при однодуговом процессе достигает 60 м/ч, при двух- и трехдуговом - соответственно 140 и 200 м/ч. Для однодуговой сварки применяются сварочные автоматы тракторного типа и подвесные сварочные головки. Автомат для многоэлектродной сварки содержит обычно две или три одно электродные сва- рочнью головки. Почти все универсальные и специализированные сварочные автоматы вьшолняются с постоянной, независимой от напряжения дуги скоростью подачи электродной проволоки. Сварка вольфрамовьпк! электродом в защитной среде инертного газа является основньп! способом соединения алюминия и его сплавов. В большинстве случаев газовая защита осуществляется аргоном, поэтому сварку часто назьшают аргонодуговой сваркой. Реже используется смесь аргона с гелием, позволяющая повысить проплавляющую способность дуги и улучшить формирование шва при больших скоростях сварки. Применение переменного тока позволяет сочетать разрушение - катодное распыление - оксидной пленки алюминия в полупериоды обратной полярности дуги, когда вольфрам является анодом, с преимущественным разогревом и проплавлением сварного соединения в полупериод прямой полярности (изделие - анод). Процесс аргонодуговой сварки протекает без брызг и обеспечивает гладкие ровные швы е хорошим проплавлением кромок. Легкость и мобильность горелок позволяют вьшолнять сварку в труднодоступных местах и в любых пространственных положениях в ручном и автоматическом режимах. Сварка может вьтолняться в режиме непрерывных и пульсирующих токов (импульсные режимы). При сварке пульсирующим током металл плавится во время импульса и кристаллизуется в течение паузы. В результате шов представляет собой серию частично перекрываемых точек. Сварка пульсирующим током обеспечивает лучшую стабильность проплавления в различных пространственных положениях. Снижение теплового потока в моменты пауз позволяет уменьшить перегрев и деформацию сварного соединения. При питании сварочной дуги переменньп! током полярность электродов и условия существования дугового разряда периодически изменяются. В конце каждого полупериода сварочного тока дуга гаснет, температура и электропроводимость дугового промежутка снижаются. Повторное зажигание дуги в новом полупериоде возможно только при повышенном относительно напряжения горения дуги напряжении, называемом напряжением повторного зажигания U. Напряжение зажигания зависит от множества факторов, и в частности от теплофизических свойств материала и геометрии электродов, от наличия в дуговом промежутке паров легко ионизируемых элементов, от длины дуги и значения сварочного тока. В полупериоды прямой полярности дуги, когда катодом является электрод (плюс на изделии), пики напряжения повторного зажигания обычно невелики. В полупериоды обратной полярности пики напряжения повторного зажигания могут превосходить нормальное напряжение горения дуги в несколько раз. Особенно большие пики напряжения зажигания имеют место при аргонодуговой сварке легких сплавов при формировании катода на изделии. На устойчивость и скорость повторного зажигания дуги существенное влияние оказывают параметры источников питания. К ним прежде 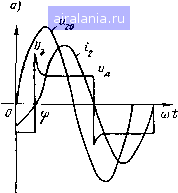 5} 4 Рис. 1.1. Кривые сварочного тока, напряжения дуги и зависимость е„ = /(ез) всего относятся напряжение холостого хода, скорость его восстановления после обрыва тока дуги, форма кривой сварочного тока, фазовый сдвиг между напряжением холостого хода источника и током дуги. На рис. 1.1, а представлены типичные кривые тока и напряжения дуги при питании от стандартного сварочного трансформатора. Кривая "20 - >/22osin соГ характеризует напряжение трансформатора при холостом ходе. При нагрузке в связи с наличием в сварочной цепи реактивного сопротивления сварочный ток отстает от напряжения на угол i/). Если формирование разряда при повторном возбуждении дуги задержалось, т. е. электрическая цепь разорвалась, напряжение на дуговом промежутке Мд стремится повыситься до значения, соответствующего текущему значению напряжения холостого хода Mjq. Благодаря сдвигу фаз это напряжение в момент обрьта дуги близко к своему амплитудному значению, что благоприятно сказьшается на повторном зажигании дуги. Очевидно, что повьпнение напряжения на дуговом промежутке во время повторного зажигания дуги способствует повьпдению устойчивости ее горения. Обеспечить повышение напряжения на дуговом промежутке проще всего, увеличивая напряжение холостого хода трансформатора. Однако такой путь невыгоден, так как приводит к увеличению массы и габаритов источника, снижению его КПД и коэффициента мощности. Возрастает опасность поражения персонала электрическим током. Поэтому при проектировании источников необходимо выбирать минимальное соотношение между напряжением холостого хода и напряжением дуги eo~U2o/Uj, обеспечивающее стабильное горение дуги переменного тока. Очевидно, что это соотношение в первую очередь зависит от кратности пика напряжения повторного зажигания 63 = UJU. Зависимость бо от 63 представлена на рис. 1Л,б. Как следует из приведенной зависимости [22], для значений сз = 1,5 ... 3,0, что имеет место при обычных условиях сварки сталей, значение бо должно быть принято бо > 1,8 ... 2,5. Представленная зависимость получена в предположении чисто индуктивного характера сварочной цепи: св/св ~*°°> однако она вполне правомочна и для реальных сварочных цепей, где Xcb/Rcb > 5,0. Отметим, что даже при отсутствии пиков повторного зажигания (бз = 1) отношение напряжения холостого хода к напряжению дуги для обеспечения устойчивого горения дуги и возможности ее некоторого удлинения при сварке должно бьпь не ниже 1,57 (ео > 1,57). Экономичным и эффективньпк! путем повьпыения устойчивости горения дуги является кратковременное увеличение напряжения на дуговом промежутке - только на время повторного возбуждения дуги с помощью специальных устройств - импульсных стабилизаторов горения дуги. Энергия импульса в стабилизаторах напряжения накапливается в емкостном накопителе и инжектируется в цепь дуги через тиристорное разрядно-синхронизирующее устройство. Импульсные стабилизаторы уже многие годы находят применение при аргонодуговой сварке легких сплавов и являются неотъемлемой частью оборудования для этого процесса сварки. При этом процессе сварки без стабилизаторов пики напряжения повторного зажигания достигают 200- 250 В. Повьш1ение напряжения холостого хода источников до таких значений неприемлемо по экономическим соображениям и недопустимо по условиям безопасности. При других процессах сварки стабилизаторы горения дуги широкого распространения не получили. Однако установлено, что при сварке штучными электродами применение стабилизаторов позволяет несколько снизить напряжение холостого хода источников питания, применять при сварке на переменном токе качественные электроды, предназначенные для сварки на постоянном токе. В последние годы импульсная стабилизация начала применяться в источниках с тиристорным прерывистьп! регулированием, где роль синхронизирующего и разрядного устройства вьшолняют тиристоры силовой схемы. Известно, что скорость нарастания напряжения на дуговом промежутке при обрыве сварочного тока в предьщущем полупериоде определяется его проводимостью. При этом происходит своеобразное саморегулирование процесса повторного зажигания: чем быстрее уменьшается проводимость, тем больше скорость нарастания напряжения. При полном разрьше сварочной цепи напряжение на электродах должно мгновенно увеличиться до текущего значения напряжения холостого хода трансформатора: sin ip = yflUo sin p. Однако в реальных сварочных трансформаторах вследствие демпфирующего действия вихревых токов, возникающих в магнитопроводе и конструктивных элементах трансформатора, процесс нарастания напряжения происходит в два этапа: сначала мгновенно до значения Usin V?- £uUи далее по экспоненте (рис. 1.2,а). Величина AUи время затухания определяются параметрами контуров вихревых токов. [0] 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 0.01 |