
|
|
|
Главная -> Дуговая сваркав 0 1 2 3 4 5 6 7 8 9 10 11 [12] 13 14 15 16 17 18 19 20 21 22 Возбудитель-стабилизатор подключается к сети переменного тока параллельно со сварочным трансформатором Т1 (рис. 4.2) и управляется от напряжения на его вторичной обмотке. Оптимальным является выбор таких параметров элементов схемы, которые обеспечивают рассматриваемый далее резонансно-диодный режим работы устройства. Накопительный конденсатор СЗ заряжается от вспомогательного маломощного источника постоянного тока (ИПТ) через зарядный дроссель Ы к диод VDI; после окончания резонансного заряда на конденсаторе установится напряжение, близкое к двойному значеьшю напряжения ИПТ. При включении тиристора VS1 произойдет резонансный разряд конденсатора СЗ на первичную обмотку высокочастотного трансформатора Т2 с ферритовым магнитопроводом. Вьюокая добротность контура обеспечивает перезаряд конденсатора до напряжения, близкого к двойному обратному напряжению. При следующем цикле заряда конденсатора зарядный ток определяется суммой напряжения ИПТ и согласного с ним напряжения конденсатора СЗ. Происходит циклический рост напряжения на конденсаторе. С учетом активных потерь в контурах напряжение на конденсаторе установится равным 4-5-кратному значению напряжения ИПТ. Такой режим работы схемы позволяет значительно уменьшить емкость конденсатора, обеспечить работу высокочастотного трансформатора в режиме симметричного перемагничивания, снизить коэффициент трансформации трансформатора и его массу. В связи с тем что генерация импульсов производится с частотой 100 Гц, заряд и разряд, конденсатора СЗ происходят в течение одного полупериода сетевого напряжеьшя; при этом собственная частота колебаний зарядного контура в 3-4 раза превьпдает частоту сети. Собственная частота разрядного контура около 20 кГц. Разрядный ток имеет практически синусоидальную форму, напряжете на обмотках 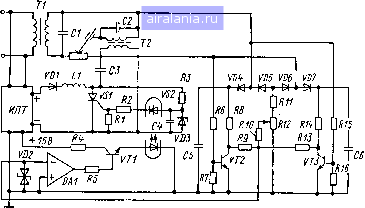 Рис. 4.2. Импульсный возбудитель-стабилизатор горения дуги Трансформатора Т2 изменяется по закону косинуса. Мгновенно нарастающий импульс напряжения во вторичной обмотке, шунтированный высокочастотным конденсатором С2, обеспечивает в этом контзфе ударное возбуждение высокочастотных колебаний с частотой 2-3 МГц, которые поступают на дуговой промежуток через конденсатор высокочастотного фильтра С1. Цепь управления тиристором VS1 содержит оптронный тиристор VS2 и конденсатор С4, заряженньш по цепочке R3, VD3. Светодиод тиристора VS2 включен на выходе транзистора VT1, управляемого операционным усилителем DA1. Прямой вход усилителя подключен к нулевой точке схелв>1, и, следовательно, усилитель включается (насьппдется) при поступлении на его инверсный вход отрицательного потенциала. Этот момент определяет угол включения возбудителя-стабилизатора дуги. Стабилитрон VD2 заищщает вход усилителя от перенапряжений. Потенциал инверсного входа усилителя зависит от состояния схемы, собранной на транзисторах VT2, VT3, диодах VD4-VD7, резисторах R6-R16. На схему поступает напряжение со вторичной обмотки сварочного трансформатора Т1. В полупериоды обратной полярности напряжения холостого хода или дуги (плюс на электроде) происходит заряд (или подзаряд) конденсатора СЗ через диод VD4 и резисторы Лб, Л 7, транзистор VT3 при этом открыт. Потенциал коллектора транзистора VT3 равен нулю, а потешщал коллектора транзистора VT2 определяется потенциалом конденсатора С5. В полупериод прямой полярности транзистор VT2 открыт, а потенциал коллектора транзистора VT3 определяется потенциалом конденсатора Сб. Напряжение на инверсном входе усилителя в каждый полупериод определяется разностью усредненного и мгновенного напряжений своей полуволны, снимаемых соответственно с конденсатора СЗ (или С6) и резисторов R11, R12. В момент сравнения этих напряжений в каждый полупериод происходит включение усилителя DA1 и, следовательно, возбудителя-стабилизатора. При холостом ходе возбудитель-стабилизатор включается при одинаковой фазе 70-80°, подстраиваемой резистором Л/2. При напряжении дуги включение возбудителя-стабилизатора происходит в момент смены полярности сварочного тока и достижения напряжением на дуге некоторого уровня, своего для каждой полуволны, определяемого напряжением на конденсаторе СЗ или Сб. Благодаря отсутствию искрового генератора уровень помех радиоприему соответствует установленным нормам и возбудитель-стабилизатор может работать в длительном режиме, генерируя импульсы напряжением 5 кВ, с энергией до 0,7 Дж 4.2. СПОСОБЫ И УСТРОЙСТВА ОГРАНИЧЕНИЯ ПОСТОЯННОЙ СОСТАВЛЯЮЩЕЙ ТОКА В § 1.2 рассмотрены физические причины появления ПОСТОЯННОЙ составляющей тока при сварке, показано ее неблагоприятное влияние на энергетические показатели и сварочные свойства источников тока и обоснована необходимость ее устранения или ограничения до требуемых по технологическим соображениям значений. До недавнего времени в промышленности для полного или частичного устранения постоянной составляющей тока использовались два способа: включение последовательно в сварочную цепь конденсаторной батареи или резистора, зашунтированного силовым диодом. Первый способ обеспечивает полное устранение постоянной составляющей тока. В 50-60-е годы он широко использовался в зарубежных и отечественных специализированных установках для аргонодуговой сварки. Для его осуществления отечественной промышленностью были разработаны специальные электролитические неполярные конденсаторы серии ЭС-1000 на 1000 мкФ, 12 В. В установках УДАР-300 и УДГ-301 завода "Электрик" имени Н. М. Шверника на ток 315 А батарея содержала 100 таких конденсаторов, соединенных параллельно; ее масса составляла 45-50 кг, стоимость 140 руб. В установках УДАР-500 и УДГ-501 использовалось по 150 конденсаторов. Отказ от использования конденсаторных батарей обусловлен технико-экономическими соображениями. Второй способ получил распространение в основном при создании сборных сварочных постов для аргонодуговой сварки. Полярность диода выбирается такой, чтобы он пропускал ток в полупериоды обратной полярности. В полупериоде прямой полярности диод закрьп-
AT?/ 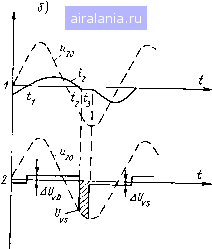 Рие. 4.3. Схема устройства ограничения постоянной составляющей тока (д) и диаграммы напряжений н токов (б) И значение тока ограничено резистором, подключенным параллельно диоду. Чтобы устранить постоянную составляющую тока при различных режимах сварки, резистор должен бьп:ь переменным. Недостаток такого устройства - необходимость его перенастройки при изменении режима сварки и значительные энергетические потери при прохождении прямой полуволны тока через резистор. С началом использования в сварочной технике силовых тиристоров появились новые, более эффективные и экономичные способы ограничения постоянной составляющей тока. Анализ динамики роста постоянной составляющей тока при фазовом регулировании, проведенный в § 1.2, показал возможность эффективного ограничения постоянной составляющей тока путем встречно-параллельного включения в сварочную цепь диода для пропускания полуволны тока обратной полярности и тиристора для пропускания полуволны тока прямой полярности. Момент включения тиристора должен соответствовать некоторому углу 1Ркр> при котором длительность протекания тока прямой полярности равна половине периода я. Угол включения 1кр можно отсчитьтать от нуля сетевого напряжения, или можно ввести задержку на время т относительно момента окончания полуволны тока обратной полярности, т. е. появления анодного напряжения на тиристоре. На этой основе во ВНИИЭСО разработано новое [5] диодно-тирис-торное устройство ограничения постоянной составляющей тока в источниках с амплитудным регулированием тока (трансформаторы с под-магничиваемым шунтом, подвижными обмотками и т. д.). Во вторичную цепь сварочного трансформатора т1 (рис. 4.3) включен двухполюсник, состоящий из встречно-параллельно включенных диода vd1, тиристора vs1 с линией задержки на включение и резистора RL Линия задержки содержит конденсатор с1, резистор r2 и переключающий диод vd2. В полупериод обратной полярности ti-tj (рис. 4.3,6, ось 7) сварочный ток ij беспрепятственно проходит через диод vd1; напряжение на двухполюснике определяется прямым падением напряжения на диоде AUyD (рис. 4.3, б, ось 2). После прекращения тока обратной полярности (момент г) наступает пауза основного тока, ток рути поддерживается через резистор r1. Напряжение на двухполюснике скачком возрастает до значения Uys, близкого к значению напряжения холостого хода трансформатора U2o-Начинается заряд конденсатора С7 через резистор r2 линии задержки. По истечении заданного времени т = t2 ... (з (около 1 мс) включается диод vd2 и конденсатор разряжается на управляющий переход тиристора vs1, последний включается и начинается полупериод тока прямой полярности. Напряжение на двухполюснике скачком падает до значения прямого падения напряжения на тиристоре ДС/[/5 (рис. 4.3,6, ось 2). Мопдаость, рассеиваемая на резисторе 7?7, незначительна, поскольку резистор пропускает ток только во время задержки на включение тиристора. Сопротивление резистора выбирается из условия поддержания минимального тока дуги. . Устройство не требует переналадки при изменении режима сварки и обеспечивает ограничение постоянной составляющей сварочного тока до уровня, не превышающего 10-12% от действующего значения тока. Всесторонние сварочные испытания устройства дани положительные результаты. Устройство внедрено в модернизированных серийных установках УДГ-301-1, УДГУ-301 и УДГ-501-1 завода "Электрик" имени Н. М. Шверника взамен батарей электролитических неполярных конденсаторов. В источниках питания переменного тока с тиристорным регулированием отдельное устройство подавления постоянной составляющей тока не требуется. В этих источниках предусматриваютсядве отдельные системы авторегулирования для тока прямой и обратной полярности [4]. Каждая система регулирования содержит свой задатчик значения тока, датчик тока, В4<люченный последовательно с соответствующим тиристором, и формирователь импульсов управления для этого тиристора. Уставками задатчиков тока прямой и обратной полярности могут быть заданы значение и полярность постоянной составляющей тока или предусмотрена ее полная компенсация. При этом поддержание заданного значения постоянной составляющей тока осуществляется системами авторегулирования независимо от степени выпрямляющего действия дуги, ее длины и других факторов режима сварки. 4.3. АППАРАТУРА УПРАВЛЕНИЯ ЦИКЛОМ СВАРКИ Установки для аргонодуговой сварки снабжаются аппаратурой, обеспечивающей определенный цикл сварки. По команде оператора на включение цикла: включается электрогазовый клапан (ЭГК) и начинается подача защитного газа; • включается источник тока дежурной дуги; с выдержкой времени, необходимой для продувки газовых шлангов, включается возбудитель-стабилизатор горения дуги (ВСД). После возбуждения дуги (поступления сигнала наличия дуги) начинается плавное нарастание рабочего сварочного тока; далее идет процесс сварки в непрерьтном или импульсном режиме. По команде оператора на выключение сварки начинается плавное спадание рабочего тока - "заварка кратера". По окончании "заварки кратера": отключаются ВСД и источник тока; с вьщержкой времени, обеспечивающей газовую защиту зоны шва, отключается ЭГК. Рассмотрим технологический цикл аргонодуговой сварки и пример реализации схемы цикла на основе интегральных аналоговых и дискретных микросхем. Предположим, что источник питания и сварочная горелка имеют принудительное воздушное и водяное охлаждение, сварка должна производиться в непрерьтном и импульсном режимах, с регули- руемой длительностью нарастания тока и заварки кратера шва, с управлением временем продувки газового тракта в начале цикла и временем газовой защиты кратера шва в конце Щ1кла сварки. На рис. 4.4 приведены структурная схема блока цикла сварки и диаграмма сигналов управления. При включении оператором кнопки, установленной на сварочной горелке, замыкается цепь, состоящая из последовательно включенных контактов кнопки, ветрового реле и гидрореле. Замкнутому состоянию трех этих контактов соответствует сигнал "сварка" на выходе формирователя сигнала "сварка" (ФСС). Под воздействием этого сигнала появляется напряжение холостого хода на выходных зажимах источника тока (ИТ), срабатьтаюг реле газа (РГ) и клапан (ЭГК), реле возбудителя-стабилизатора дуги (РВСД) и ВСД. На вход усилителя, суммирующего сигналы задания сварочного тока (СУ), поступает сетнал с блока задания дежурного тока (БЗДТ). РВСД вьшолнено с регулируемой выдержкой времени на срабатывание, в течение которой продуваются газовые шланги. После первого-второго импульса ВСД устанавливаются полуволны дежурного тока обратной полярности. После разогрева вольфрамового электрода устанавливается дежурный ток прямой полярности. Начи- -J згк ЦБЗДГ СУ Н РЗК h -Сигнал на Входе ФСС / у /Лигнал,сВарт" /А Реле гаш 777 уШ/ТТШГШа А У/Задание дежурного тока /А Y £jiiu".. at:n" /77/A To/7?J7hVM2Z2z2 у , Реле забарт кратера 7\ V , Злектрогазобыа клапан /Л Рис. 4.4. Структурная схема блока цикла сварки и диаграмма сигналов управления 0 1 2 3 4 5 6 7 8 9 10 11 [12] 13 14 15 16 17 18 19 20 21 22 0.0769 | |||||||||||