
|
|
|
Главная -> Дуговая сваркав 0 1 2 3 4 5 6 7 8 9 10 11 12 [13] 14 15 16 17 18 19 20 21 22 нается нормальный процесс горения дуги при дежурном токе. Возбужденна дуги на сравнительно малом дежурном токе предохраняет электрод от разрушения; сварочный шов не загрязняется включениями вольфрама. Наличие тока и напряжения сварочной дуги (СД) фиксируется реле Дуги (РД). Сигнал "дуга" с выхода РД блокирует РГ (т. е. обеспечивает работу ЭГК при снятии сигнала "сварка") и дает команду в блок формирования тока (БФТ) на нарастание рабочего сварочного тока, который поступает на ИТ через СУ. Нарастающий сигнал задания тока на выходе БФТ вызьшает срабатьтание реле заварки кратера (РЗК), которое обеспечивает блокировку сигнала "сварка" на выходе РВСД, ИТ и БЗДТ. По окончании нарастания сварочного тока устанавливается заданный режим непрерьшной или импульсной сварки. При опускашш кнопки на сварочной горелке, или при нарушении в системе охлаждения установки, сигнал "сварка" снимается и начинается плавное снижение сигнала задания сварочного тока на выходе БФТ. Идет заварка кратера шва. По окончании заварки кратера отпускает РЗК, снимается сигнал задания дежурного тока, дуга обрьтается и реле дуги отпускает. РГ вьшолнено с вьщержкой времени на опускание, в течение которой остьшаюшнй сварной шов защищается газом. Реле газа вьпслючает ЭГК. Цикл закончен. На рис. 4.5 приведены примеры реализации ФСС, РЗК, РВСД ("выдержка на включение"), РГ ("вьщержка на отключение") и РД. В ФСС (рис. 4.5, а) для развязки электронной схемы управления и контакта кнопочного вьпслючателя S горелки применено электромагнитное реле К. Цепь питания катушки реле К содержит последовательно включенные кнопочный вьпслючатель 5 и не показанные на рисунке контакты ветрового реле и гидрореле. При замыкании контакта К реле на вькоде микросхемы D1.2 появится "логическая I" - сигнал "сварка". Для устранения дребезга контакта использован фильтр R1, R2, а. Схемы РЗК, РВСД, РГ и РД (рис. 4.5, б-д) выполнены на базе триггера Шмитта на интегральном операдаонном усилителе (А1 -рис. 4.5, б-г и А1, А2 - рис. 4.5, д). Порог срабатьшания триггера устанавливается соотношением сопротивлений резисторов R 3-R 5 (R3-R 5, R13-R15 - рис. 4.5, д). РКЗ (рис. 4.5, б) срабатьшает при появлении небольшэго отрицательного сигнала, поступающего на его вход при нарастании напряжения на времязадающем конденсаторе С1 блока БФТ (см. рис. 4.6). В РВСД и РГ (рис. 4.5, в, г) при поступлении "логической 1" на вход микросхемы D1.1 (схема "И" с открытым коллектором) начинается заряд конденсатора С1. Заряд происходит практически мгновенно в схеме РГ и медленно, с регулируемой резистором R1 скоростью в схеме РВСД. При достижении потенциалом инверсного входа усилителя А1 порогового значения происходит переключение триггера. Диод VD1 закрьшается, "логический О" на выходе микросхемы D1.2 вызьшает срабатьтание электромагнитного реле К. Снятие сигнала с входов РВСД И5В о-г-1 ) 1 R1«R2 D1.1 В1.2 -15 В От бФТ- Rl 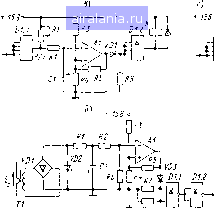 -- П -15 В 9 M RIO mi -  Рис. 4.5. Схемы формирования сигнала "сварка" (а), реле заварки кратера (б), реле ВСД (в), реле газа (г) и реле дуги (d) И РГ приводит К разряду конденсатора С1, причем скорость разряда в схеме РГ регулируется резистором Л 2, а в схеме РВСД разряд происходит практически мгновенно. При снижении потенциала инверсного входа схемы А1 ниже порогового значения реле К отключается. Сигнал "дуга" поступает с выхода РД (рис. 4.5, д) при наличии сварочного тока прямой полярности /j и дугового напряжения «д. Первичная обмотка трансформатора тока Т1 включена в цепь тиристора прямой полярности тиристорного регулятора сварочного тока или устройства подавления постоянной составляющей тока. РД построено на двух триггерах на элементах А1, R3-R5 и А2, R13-R15 и схеме совпадения на микросхемах D7.7, D1.2. БФТ (рис. 4.6) преобразует установленные оператором значения амплитуды и длительности тока импульса и паузы, длительности нарастания тока и заварки кратера в аналоговый сигнал, управляющий режимом работы ИТ. Команда на нарастание сварочного тока, поступающая с ФСС и РД, переводит усилитель А1 из одного насыщенного состояния в другое: напряжение на выходе усилителя скачком изменяется от +15 до -15 В. Конденсатор С7 заряжается через диод VD2, скорость заряда определяется уставкой резистора 7? J "время нарастания с РД,ФСС 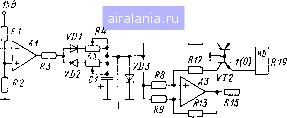 t-: Iff /54ЛГ ra5 -- Рис. 4.6. Схема блока формирования тока и сумматора сигнала задания рабочего и дежурного тока сварочного тока". Напряжение на конденсаторе растет практически линейно до значения напряжения стабилизации стабилитрона VD3 (около -7,5 В). При снятии входного сигнала с БФТ конденсатор С1 перезаряжается черед диод VD1 и резистор R4 ("время заварки кратера"). Перезаряд происходит под действием напряжения +15 В практически линейно до момента смены полярности и отпирания диода VD3. Времязадающее напряжение с конденсатора С1 поступает на РЗК и через ключевые повторители, вьшолненные на усилителях А2, A3 и резисторах R6-R13, на потенциометры задания амплитуды импульса R16 и паузы R17. Напряжения с потенциометров R16, R17 и с БЗДТ поступают на входы суммирующего усилителя, вьшолненного на микросхеме А4,. и далее на вход ИТ. Сопротивления резисторов R6-R13 равны, и коэффициент передачи по напряжению усилителей А2 и A3 принимает значение "1" или "О" в зависимости от состояния транзисторных ключей VT1 и VT2. Так, при наличии положительного потенциала на эмиттере транзистора VT2 напряжение на выходе усилителя A3 равно н>лю, напряжение на выходе усилителя А2 равно напряжению на времязадающем конденсаторе С1, на вход сумматора А4 подан сигнал задания амплитуды тока импульса. Коммутапией ключей VT1 и VT2 управляет импульсный блок ИБ. Импульсный блок (рис. 4.7) преобразует заданные щфровым набором на переключателях S1.1-S1.4 значения длительности и\шульса и паузы тока в сигналы с амплитудой +15 В и заданной продолжительностью. Тактовый генератор на микросхемах D1.1-D1.3 подбором значения сопротивления резистора R1 настроен на частоту 1000 Гц. Счетчики D5-D8 уменьшают частоту генерируемых импульсов каждый в 10 раз; на выходе D7 частота равна 1 Гц (период 1 с). Каждому числу (от 1 до 9) импульсов, поступивших на вход 6 счетчика D7 (D8), соответствует определенный набор "1" и "О" на его выходных контактах 10, 1, 13, 3, что иллюстрируется рис. 4.8. После прохождения 10-го входного импульса счетчик за счет внутренних связей устанавливается в нулевое состояние. 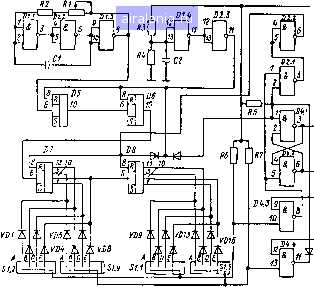 -o-t-fSB 13.2 II3.1 R8 к VT1 .кутг „Дуга Рис. 4.7. Схема импульсного блока ПППППППППП I I I Cgpoc
Рис. 4.8. Диаграмма работы счетчика импульсов Декадные переключатели SI.1-SI.4 преобразуют заданное десятичное число, соответствующее времени импульса или паузы, в набор замкнутых или разомкнутых контактов А, Б, О, Е. На переключателях S1.1, S1.2 набираются длительности импульса сварочного тока соответственно в целых и десятых долях секунды, на переключателях S1.3, S1.4 - паузьь Работой транзисторных ключей VT1, VT2 (блока БФТ) управляет триггер, вьшолненный на микросхемах D4.1, D4.2. Сигнал "1" на выходе 3 и сигнал "О" на выходе 6 триггера при наличии сигнала "дуга" на контактах микросборки D3 обеспечивают сигнал "О" на выходе 8 и "1" на выходе 11 микросборки D3: транзистор VT2 открыт, VT1 закрья, идет отсчет времени импульса. При совпадении комбинации "1" и "О" на выходе счетчиков D7, D8 с набором замкнутых контактов переключателей длительности импульса S1.1, S1.2 группы диодов VD1-VD4, VD9-VD12, замыкающие положительный потенциал схемы через резистор R6 на "землю", оказьшаются закрьяыми и на вход 10 схемы совпадения D4.3 поступит сигнал "1". Поскольку на оба входа микросхемы D4.3 поданы "1", на ее выходе появится сигнал "О". Под воздействием этого сигнала триггер меняет свое состояние, открьшается транзистор VT1, закрывается VT2, на выходе 6 микросхемы D2.2 формируется сигнал "О", который поступает на входы 8 "обнуления" счетчиков D7, D8 и приводит их в исходное состояние. Закончился отсчет времени импульса, начался отсчет времени паузы. По окончании отсчета времени паузы на вход 13 схемы совпадения D4.4 поступит сигнал "1". Произойдет "обнулеше" счетчиков, переброс триггера и т. д. Если длительность паузы установить равной нулю, то на входе 13 микросхемы D4.4 постоянно будет "1": транзистор VT1 постоянно закрья, в нагрузке установится постоянный ток, соответствующий заданной амплитуде тока импульса. При обрьше сварочной дуги или случайном касании электродом изделия сигнал "дуга" с микросборки D3 снимется, транзисторы VT1, VT2 откроются и на источник тока поступит только сигнал задания с блока дежурного тока. Схема, построенная на элементах Z)/.< D2.3, R3, R4, С2, при включении импульсного блока в работу "обнуляет" все счетчики и устанавливает триггер в состояние "отсчет времени импульса", т. е. используется для обеспечения исходного состояния.блока. Взаимодействием узлов аппаратуры управления циклом сварки управляет логическая схема на микросборках D1 и D2 (рис. 4.9). Две микросхемы D1.1 и D1.2 составляют схему "И", остальные - две схемы *ИЛИ". Сигнал с выхода микросхемы D1.4 управляет работой реле ВСД и включением (отключением) источника тока. Этот же сигнал, уменьшенный по амплитуде делителем R1, R2, поступает на вход сумматора в качестве сигнала задания значения дежурного, тока. 84 от <РСС от РД от РЗК D1.1 D1.Z г Ljhj &П к БФТ В1.3 D1.4 dZ.1
1)2.2 к СУ D2.3 к РГ Рис. 4.9. Схема логической связи функциональных узлов блока цикла сварки В рассмотренной аппаратуре управления щклом аргонодуговой сварки использованы микросхемы К511ЛА1, К511ЛИ1, счетчики К511ИЕ1 и операционные усилители К553УД2. 4.4. ОГРАНИЧИТЕЛИ НАПРЯЖЕНИЯ ХОЛОСТОГО ХОДА При проведении сварочных работ в особо опасных условиях (внутри металлических емкостей, на открьяом воздухе и др.) для повьппения электробезопасности сварщика при смене электрода трансформатор для ручной дуговой сварки должен бьяь снабжен устройством снижения напряжения холостого хода (УСНТ). УСНТ является вспомогательным средством защиты от поражения током. Согласно ГОСТ 12.2.007.8-75 УСНТ должно снижать действующее напряжение холостого хода на выходных зажимах сварочной цепи до значения, не превьшиющего 12 В, не позже чем через 1 с после размыкания сварочной цепи. К УСНТ предъявляются также дополнительные требования, обеспечивающие нормальную работу сварщика. Свариваемый металл может иметь различную степень загрязненности (ржавчина, окалша и т. п.). Поэтому УСНТ должно обладать определенной чувствительностью срабатьшания, которая определяется максимальным сопротивлением сварочной цепи примерно 200 Ом. С другой стороны, для защиты человека при случайном его прикосновении к зажимам сварочной цепи УСНТ не должно срабатьшать при сопротивлении сварочной цепи выше 0 1 2 3 4 5 6 7 8 9 10 11 12 [13] 14 15 16 17 18 19 20 21 22 0.006 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||