
|
|
|
Главная -> Дуговая сваркав 0 1 2 3 4 5 6 7 8 9 10 11 12 13 [14] 15 16 17 18 19 20 21 22 500 0м. Быстродействие срабатьшания УСНТ должно составить 0,02-0,05 с. Как правило, УСНТ, предназначенные для комплектации трансформаторов с механическим регулированием, вьшолняются отдельным блоком. В тиристорных трансформаторах функцию ограничения напряжения холостого хода вьшолняет схема управлишя, воздействующая на тиристорный фазорегулятор (ФР). Схема ограничения напряжения холостого хода тиристорных трансформаторов. Требуемое пониженное значение напряжения холостого хода может бьяь обеспечено за счет частичного открьпия тиристоров ФР (рис. 4.10, а) или за счет включения параллельно тиристорам ЛС-цепей (рис. 4.10, б). В первом случае в блоке задания тока, помимо задатчика рабочего режима, должен бьпь предусмотрен задатчик режима холостого хода. Сигнал с блока задания рабочего тока обычно поступает на фазосдвигающее устройство через электронное реле, работой которого управляет токовый сигнал, поступающий с трансформатора тока, установленного в сварочной цепи. В момент замыкания электрода на изделие в сварочной цепи появляется токовый сигнал, срабатьшают электронное реле и тиристорный ФР, на выходе трансформатора устанавливается рабочий режим. При повьппении сопротивления рабочей цепи вьппе 500 Ом снимается сигнал рабочего тока и ФР частично или полностью закрьшается. На базе рассмотренных схем бьши вьшолнены экспериментальные образцы тиристорных трансформаторов ТТ-300 [17], опыт наладки и эксплуатации которых выявил серьезные недостатки этих схем. Вследствие разброса значений инд>ктивного сопротивления первичных обмоток трансформаторов возникает необходимость индивидуальной настройки сопротивления шунтирующего резистора или задатчика режима холостого хода. Разброс значений сопротивления резистора вьиьшает разброс значегшй токовых сигналов во вторичной цепи трансформатора, что с учетом сравнительной близости порогов срабатьшания и опускания устройства вьйь.чает сложность настройки схемы управления. Построение схем связано с необходимостью отработки слабых сигналов, так как в качестве задаттака тока здесь используется трансформатор тока, рассчитанный на полный сварочный ток. Низкое значение напряжения холостого хода U, (рис. 4.10, я, б) затрудняет возбуждение дуги на сильно окисленном или загрязненном изделии. Поэтому перспективной в новых разработках пред- Рис. 4.10. Кривые напряжения холостого хода тиристорных трансформаторов с УСНТ 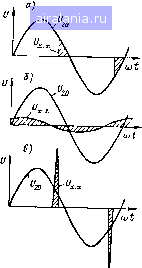 ставляется схема, основанная на импульсном измерении проводимости межэлектродного промежутка. В реяшме холостого хода в сварочную цепь инжектируется кратковременный (10-20 мкс) импульс напряжения с амплитудой 300-400 В (рис. 4.10, в). Действующее значение С/х.х при частоте наложения импульсов 100 Гц не превьцдает 12 В. Из-за своей малой длительности измерительные импульсы не представляют опасности для человека, но обеспечивают прохождение в сварочной цепи импульсов тока с амплитудой несколько ампер при высоком сопротивлении между электродом и изделием (до 200 0м). Высокая скорость нарастания импульсного тока позволяет легко вьщелить его, например с помощью трансформатора тока с одним первичным витком, нагруженным на последовательно соединенные конденсатор и резистор. Илшульсный сигнал с резистора подается в схему управления ТТ, а низкочастотный сигнал, пропорциональный сварочному току, вьщеляется на конденсаторе. Высоко-вольтньв! измерительный импульс будет способствовать пробою межэлектродного промежутка и улучшению возбуждения сварочной дуги. УС1П" последнего типа особенно перспективно с тиристорными трансформаторами с цепью импульсной стабштизации, в которььх стабилизирующий импульс может вьшолнять и функцию измерения. УСНТ для трансформаторов с механическим регулированием. Для трансформаторов с механическим регулированием отечественная про-мьшшенность серийно вьшускает устройство УСНТ-06. Устройство содержит управляемый релейной схемой электромагнитный контактор, замыкающий контакт которого включается последовательно в сварочную цепь между выходным зажимом вторичной обмотки трансформа- Трансформатор" „ Электрод Сета 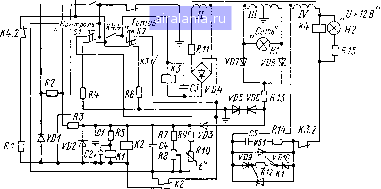 Рис. 4.11. Схема ограничителя УСНТ-06 тора и электрододержателем. Пришцшиальная схема устройства УСНТ-06 приведена на рис. 4.11. В исходном состоянии при холостом ходе сварочного трансформатора силовой контакт К4.1 контактора К4 разомкнут и на злектрод подается дежурное вьшрямленное напряжение 12 В от обмотки / вспомогательного трансформатора Т1 через диоды VD7, VD8 и VD3, резисторы R13 и R1, обмотки реле К1 и К2, размыкающий контакт К4.2. При замьпсании электрода на свариваемое изделие реле К1 и К2 вьпслючаются. Реле К1 своим контактом подает управляющие импульсы на тиристоры VS1, VS2 и тем самым питание на катушку контактора а реле К2 своим переключающим контактом К2 подключает конденсатор С4 к обмотке реле, обеспечивая вьщержку времени на отключение. При срабатьшании контактора К4 замыкается его контакт К4.1 в силовой цепи, подавая рабочее напряжение трансформатора на злектрод; вспомогательный размьпсаюпщй контакт К4.2 отключает дежурное напряжение от силовой цепи. В процессе сварки питание реле осуществляется от трансформатора тока 72. После прекращения сварки в течение 1 с реле удерживаются во включенном состоянии за счет разряда конденсатора С4, а затем контактом К1 отключается силовой контактор К4. УСНТ приходит в исходное состояние. С целью повьыдения электробезопасности в случае отказов элементов схемы {VS1, VS2, К1 и др.), приводящих к ложному включению контактора К4 и подаче полного напряжения холостого хода сварочного трансформатора на электрододержатель, в УСНТ предусмотрена цепочка аварийного отключения. Цепочка состоит из обмотки трансформатора Т1, резистора R11, диодного моста VD4, реле КЗ, конденсатора СЗ, замыкающего котактг К4.4 и размыкающего контакта 2. При ложном срабатывании контактора К4 контакт К2 не размыкается, а К4.4 замыкается, при этом реле КЗ срабатьшает с вьщержкой времени, определенной конденсатором СЗ, и отключает контактор К4 размьжающим контактом Ю.2. Регулируемый резистор R8 служит для корректировки, в случае необходимости, вьщержки времени отключения напряжения холостого хода. Терморезистор R10 предназначен для стабилизации выдержки времени при изменении температуры. Проверка работоспособности УСНТ-06 осуществляется кнопками "Контроль" (S1) и "Готов" (52). Максимальное сопротивление сварочной цепи в момент включения /?вкл имитируется резистором R4 (номинальное сопротивление 150Ом), минимальное сопротивление тела человека - резистором R6 (номинальное сопротивление 500Ом). При нажатии кнопки "Контроль" резистор R4 замыкает сварочную цепь, срабатьшает контактор К4 и загорается лампа красного цвета Н2. Одновременно начинается отсчет времени на срабатьшание реле КЗ. Реле срабатьшает, становится на блокировку через контакт К3.1 и разрьшает цепи питания обмотки контактора К4. Лампа Н2 гаснет. Нажатием кнопки "Готов" реле КЗ снимается с блокировки, сварочная цепь замы- кается резистором R6. В исправном УСНГ контактор К4 не срабатьшает и лампа Н2 не загорается. На правой боковой стенке УСНТ расположены: болт для заземления УСНТ, разъем подключения УСНТ к сети и два сетевых предохранителя F1 и F2. Схема вьшолнена на съемной печатной плате, которая через разъем соединяется с остальными элементами УСНТ. Масса УСНТ-06 -15 кг. Схема соединения блока УСНТ-06 со сварочными трансформаторами приведена в главе пятой. 4.5. ЭЛЕКТРОДОДЕРЖАТЕЛИ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ Электрододержатель является основным рабочим инструментом сварщика. Удобство работы сварщика определяется конструкцией электрододержателя. Электрододержатели доллмы обеспечивать установку и надежное закрепление покрытых металлических электродов в двух положениях: перпендикулярно и под углом не менее 115° к оси электрододержателя. Токоведущие части электрододержателя должны быть изолированы; изоляция должна обеспечивать защиту от случайного соприкосновения руки сварщика и свариваемого изделия с токоведуищми частями. Изолирующие детали, расположенные в зоне крепления электрода, должны быть вьшолнены съемными и изготовлены из материала, стойкого к тепловому воздействию сварочной дуги. Рукоятка электрододержателя должна бьсть вьшолнена из электроизоляционного материала и испытана пробивным напряжением 1500 В частотой 50 Гц в течение 1 мин. Превышение температуры наружной поверхности рукоятки над температурой окружающего воздуха на участке, охватьшаемой рукой сваршика, при номинальном режиме работы электрододержателя не должна быть более 40°С. Не освобожденная от изоляции часть сварочного кабеля должна входить внутрь рукоятки электрододержателя на глубину, равную двум наружным диаметрам кабеля, но не менее чем на 30 мм.  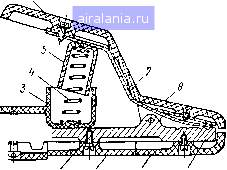 7777/7, 13 12 П 10 9 Рис. 4.12. Электрододержатель пассатижного типа в мировой практике применяются электрододержатели различных конструкций: пассатижного типа, защелочного типа, с рычажным зажимом и др. В СССР получили распространение электрододержатели ЭД пассатижного типа, вьшускающиеся по ГОСТ 14651-78. Согласно стандарту электрододержатели вьшускаются на номинальные токи 315 и 500 А при ПВ = 60%; тип электрододержателей соответственно ЭД-3102 и ЭД-5001. На рис. 4.12 изображена конструкция электрододержателя пассатижного типа. Токоведущие части 2, 7, 9 защищены съемными изоляционными деталями 1, 6, 8, 10, 11, которые закреплены болтами 12 и др. Рукоятка электрододержателя съемная и закрепляется при помощи винта 13. Сварочньп! кабель подсоединяется к токов едущей части при помоищ болта 2. Установка металлического электрода в электрододержатель и освобоадение огарка электрода производятся при помощи рычажного механизма 3-6. ГЛАВА 5 ПРОМЫШЛЕННЫЕ СВАРОЧНЫЕ ТРАНСФОРМАТОРЫ И УСТАНОВКИ 5.1. ОБЩИЕ СВЕДЕНИЯ Сварочные трансформаторы общего назначения серийно изготовляются промышленностью для трех основных видов дуговой сварки переменным током: ручной дуговой сварки штучными электродами, автоматической сварки под флюсом и для аргонодуговой сварки неплавящимся электродом алюминия и его сплавов. Трансформаторы для ручной дуговой сварки составляют подавляющее большинство всех сварочных трансформаторов, применяются практически во всех отраслях народного хозяйства и вьшускаются в передвижном, переносном (облегченном) и бьяовом исполнениях. Трансформаторы для автоматической сварки используются преимущественно в составе стационарных сварочных автоматов в машиностроении, строительстве и в трубосварочном производстве. Трансформаторы для аргонодуговой сварки неплавящимся электродом обычно конструктивно объединяются со вспомогательными устройствами: возбуждения и стабилизации дуги, подавления постоянной составляющей сварочного тока, управления циклом сварки и газовой аппаратурой. В комплекте со сварочными горелками, соединительными проводами и шлангами эти изделия содержат все необходимое для ручной или автоматической сварки неплавящимся электродом и назьшаются сварочными установками. Наиболее широко установки для сварки алюминиевых сплавов применяются в судо- и авиастроении. 5.2. ТРАНСФОРМАТОРЫ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ Трансформаторы с механическим регулированием. Трансформаторы вьшускаются по ГОСТ 95-77. Все трансформаторы работают при естественной вентиляции и соответствуют степени защиты IP22. Длительность цикла сварки для трансформаторов принята 5 мин. Трансформаторы вьшускаются в переносном, передвижном и бытовом исполнениях. Переносные, или облегченные, трансформаторы предназначены для прихваточных и ремонтных работ, где продолжительность нагрузки (ПН) не превьшиет 20-25%. Передвижные трансформаторы предназначены для обычных условий работы с ПН = 60%. Напряжение холостого хода трансформаторов вьште безопасного, поэтому при работе в особо опасных условиях трансформаторы должны комплектоваться устройствами снижения напряжения (УСНТ). Внешние характеристики сварочных трансформаторов имеют крутопадающую рабочую часть со сравнительно небольшими кратностями тока короткого замьпсания - примерно 1,2-1,3 значения сварочного тока при номинальном рабочем напряжении. Трансформаторы снабжены емкостными фильтрами, предназначенными для снижения помех радиоприему, создаваемых трансформаторами при сварке. Каждый трансформатор перед упаковкой и отправкой потребителю подвергается приемо-сдаточным испытаниям. При этом проверяются основные параметры трансформатора, электрическая прочность и сопротивление изоляции, механическая прочность конструкции. В комплект поставок трансформатора входят маска и щиток сварщика, два электрододержателя (в том числе один с гибким проводом длиной 3 м), светофильтр марки Э4. Некоторые типы передвижных и бьяовых сварочных трансформаторов имеют косинусные конденсаторы, поскольку являются потребителями энергии с низким коэффициентом мощности. Для повышения коэффициента мощности трансформатора для ручной дуговой сварки, который обычно не отключается от сети при холостом ходе, параллельно его первичной обмотке подключают конденсатор соответствующей мощности. Средневзвешенный коэффициент мощности такого трансформатора, работающего при ПН - 60%, может быть определен по формуле cos -срв />j-0,6+/>„-0,4 s/{P,„ 0,6 + Р, 0,4) + [(Ci - Qc)• 0,6 + (е- Q) • 0,4] iH ~ активная мощность трансформатора при нагрузке и холостом ходе; (2j, Qjo - реактивная мощность при нагрузке и холостом ходе без конденсатора; - мощность конденсатора. 0 1 2 3 4 5 6 7 8 9 10 11 12 13 [14] 15 16 17 18 19 20 21 22 0.0143 |