
|
|
|
Главная -> Дуговая сваркав 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 [19] 20 21 22 турная схема и циклограмма работы-блока управления установки для сварки неплавящимся электродом бьши подробно рассмотрены в пре-дьвдущих параграфах. Как и трансформаторы серии ТДФ, установки УДГ-301-1 и УДГ-501-1 имеют два диапазона регулирования сварочного тока. Смена диапазона производится переключением обмоток силового трансформатора, внутри диапазона ток регулируется плавно за счет подмагничивания шунта. В установке УДГ-301-1 предусмотрена возможность включения последовательно со вторичной обмоткой силового трансформатора дополнительного дросселя, что позволяет получить диапазон малых токов (15-25 А). Установка УДГ-301-1 комплектуется двумя сварочными горелками: малой ГР-4 и средней ГР-6; установка УДГ-501-1 - тремя сварочными горелками: малой, средней и большой ГР-10. Все горелки водоохлаждаемые. Технические данные установок приведены в табл. 5.8. Таблица 5.8
Сварочная установка ТИР-ЗООД. Сварочная установка ТИР-ЗООД [29] предназначена для сварки изделий неплавящимся электродом в среде аргона постоянным и переменным током прямоугольной формы, а также для ручной дуговой сварки электродами с покрытием. Установка обеспечивает сварку сталей и цветных металлов, в том числе алюминия и сплавов на его основе. Установка состоит из силового трансформатора с нормальным рассеянием Т1 (рис. 5.18,а), силового тиристорного моста VS1-VS4 с линейным дросселем Ы ъ цепи постоянного тока, маломощного дросселя насыщения на магнитопроводах 1 я 2, рабочие обмотки которого разделены на токовые Рц и И2т и обмотки напряжения Wi„ и Щну а в цепь обмоюк управления Wiy и 2y включен дроссель подавления четных гармоник тока L2. Установка оснащена импульсным возбудителем-стабилизатором горения дуги переменного тока, регулятором времени заварки кратера шва, аппаратурой управления, защиты, индикации и охлаждения. Источник питания установки работает следующим образом. При замьпсании цепи нагрузки насыщенному под действием тока управления /у состоянию магнитопроводов дросселя насыщения 7 и 2 соответствует режим поочередного включения плеч вьшрямительного моста в начале каждого полупериода напряжения питания иго (рис. 5.18, б). Проис- 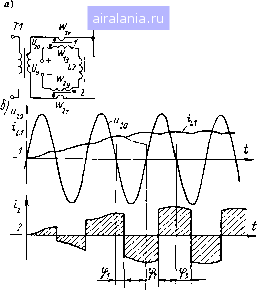 % VD1 т . VS1 L1 Zh 1н Рис. 5.18. Упрощенная схема (а) и диаграммы токов и напряжения (б) установки ТИР-ЗООД ходит увеличение постоянного тока дросселя гц и переменного тока нагрузки 12. Время нарастания этих токов определяется индуктивностью дросселя L7 и составляет 15-20 периодов напряжения питания. Так как магнитодвижупдие силы обмоток управления и токовой на каждом магнитопроводе дросселя насыщения направлены встречно, при достижении током нагрузки значения Тгт2срмагнитопровод в интервале управления [10] будет выведен из состояния насыщения. Например, магнитопровод 1 будет выведен из насыщения в интервале (полупериоде), когда отсутствует ток в его обмотках Wi„. При наступлении очередного рабочего интервала (полупериода) [10], когда к обмоткам Wiji будет приложено положительное напряжение, ток через них сможет проходить только после того, как магнитопровод под воздействием этого напряжения вновь будет насыщен. Время, затраченное на перемагничивание магнитопровода, определит время задержки включения очередного тиристора. Включение тиристоров будет происходить не в начале полупериода, а с фазовым сдвигом ii Pз (рис. 5.18,6). Значение рз, соответствующее установившемуся режиму, зависит от режима нагрузки, т. е. от соотношения величин и С/го. При заданном напряжении С/у или токе управления дроссель насыщения обеспечивает стабилизацию тока нагрузки в широком диапазоне изменения соотношения С/д/С/20. Если под воздействием внешних факторов ток нагрузки уменьшитсч то уменьшится и степень размагничивашы магнитопровода в интервале управления и, следовательно, время, необходимое для его насьпцения в рабочем интервале. Угол лр уменьшится, и ток нагрузки вновь возрастет. Таким образом, источник питания работает как стабилизатор сварочного тока независимо от того, включена нагрузка в цепь переменного тока, как это показано на рис. 5.18, а, или в цепь постоянного тока последовательно с дросселем Ы. Большая инерционность сварочного тока источника питания установки ТИР-ЗООД обеспечивает ей хорошие сварочные свойства, особенно при сварке неплавящимся злектродом, отличающейся низкими требованиями к скорости нарастания тока в режиме импульсной сварки. Характер нарастания тока при возбуждении дуги также благоприятен для постепенного разогрева вольфрамового электрода. Прямоугольная форма кривой сварочного тока благоприятно сказывается на стабильности и других технологических параметрах процесса сварки. Из-за постоянства амплитудного значения тока наличие постоянной составляющей тока при сварке алюминиевых сплавов проявляется только в различной длительности полуволн прямой (всегда больше) и обратной полярности, что приводит к повышению проплавления и свариваемости металла и увеличению стойкости вольфрамового электрода. Технологические преимущества, получаемые при сварке током, имеющим асимметричную кривую, компенсируют незначительное увеличение установленной мощности силового трансформатора, вызванное наличием постоянной составляющей в токе нагрузки. Установка ТИР-ЗООД вьшолнена в передвижном исполнении и имеет принудительное воздушное охлаждение. Регулирование тока плавное в пределах каждой из двух ступеней и осуществляется дистанционно с ручного или педального пульта. В диапазоне малых токов две обмотки линейного дросселя соединены последовательно, а токовая обмотка дросселя насыщения имеет два витка; в диапазоне больших токов обмотки линейного дросселя соединены параллельно, токовая обмотка дросселя насыщения образуется одним витком сварочного провода. Технические данные установки ТИР-ЗООД приведены ниже: Напряжение питающей сети, В........................... 380 Номинальная потребляемая мощность, кВ-А.................. 25 Номинальный режим работы, ПВ, %....................... 100 Пределы регулирования сварочного тока, А.................. 10-150 40-300 Напряжение холостого хода, В........................... 65 Коэфциент полезного действия, %....................... 75 Время заварки кратера, с, не менее........................ 5 Масса, кг........................................ 480 ГЛАВА 6 ТЕХНИКА БЕЗОПАСНОСТИ И ВОПРОСЫ ЭКСПЛУАТАЦИИ ТРАНСФОРМАТОРОВ 6.1. ТЕХНИКА БЕЗОПАСНОСТИ Требования безопасности к конструкции трансформаторов для электродуговой сварки. Конструкции современных сварочных трансформаторов вьшолняются в строгом соответствии с действующей системой стандартов безопасности труда: ГОСТ 12.2.007,0-75 "Изделия электротехнические. Общие требования безопасности" и ГОСТ 12.2.007.8-75 "Устройства электросварочные и для плазменной обработки. Требования безопасности". Стандарты устанавливают требования к конструкциям, предотвращающие или уменьшающие до допустимого уровня воздействие на человека электрического тока, шума, ультразвука, вибрации, теплового излучения и других факторов. Классы электротехнических изделий по способу защиты человека о7 порахеения электрическим током. Стандартом установлены пять классов защитьь Сварочные трансформаторы вьшолняются, как правило, по двум классам - 01 и 1. К классу 01 относятся изделия, имеющие, по крайней мере, рабочую изоляцию, элемент для заземления и провод без заземляющей жилы для присоединения к источнику питания. К классу 1 относятся изделия, имеющие, по крайней мере, рабочую изоляцию и элемент для заземления. В случае если у изделия есть провод для присоединения к источнику питания, этот провод должен иметь заземляющую жилу и вилку с заземляющим контактом. Требования к заземлению. Изделия класса защиты 01 и 1 должны бьггь оборудованы элементом для заземления. Для присоединения заземляющего проводника на корпусе трансформатора имеется специальный болт с надписью или символом "Земля". Вокруг болта - контактная площадка. Площадка и болт защищены от коррозии и не имеют поверхностной окраски. На видном месте корпусов трансформаторов наносится надпись "Без заземления не включать!". В сварочных трансформаторах, кроме заземления (зануления) корпусов, предусматривается заземление одного из зажимов вторичной обмотки. Для этой цели в трансформаторах на одном из сварочных зажимов имеется дополнительный элемент для заземления. Степень защитьи Стандартом (ГОСТ 14254-80) устанавливаются требования к системе защиты оболочек (кожухов) изделий. Для обозначения степени защиты применяются две буквы IP (индекс защиты) и две цифрьь Значение первой цифры обозначает степень защиты персонала от соприкосновегаи с находящимися под напряжением или движу- щимися внутри оболочек частями, а также степень защиты изделий от попадания внутрь твердых посторонних тел. Вторая цифра означает степень защиты изделий от попадания воды. Значение и расшифровка первой цифры приведены в табл. 6.1, второй - в табл. 6.2. ГОСТ 12.2.007.8-75 устанавливает для источников сварочного тока, работающих в закрытых помещениях, минимальную степень защиты IP11, для работающих на открытом воздухе под навесом - 1Р21. Практически же все сварочные трансформаторы и установки для ручной дуговой сварки имеют степень защиты 1Р22, для автоматической - 1Р21. Зажимы для подключения трансформаторов к сети должны быть смонтированы отдельно от сварочных зажимов и защищены от случайного прикосновения, например, крьшжой, снимаемой при помощи инструмента. Около зажимов наносится надпись шш символ "Сеть". Требования по степени защиты не распространяются на сварочные зажи-MbL Следует отметить, что практически на всех трансформаторах и установках, вьшускаемых заводами Минэлектротехпрома СССР, установлены защищенные токовые разъемы для подключения к сварочному контуру и штепсельные разъемы для подключения к сети. Допустимые значения напряжения холостого хода трансформаторов для дуговой сварки. ГОСТ 12.2.007.8-75 системы стандартов безопасности труда устанавливает предельные эффективные значения напряжения холостого хода, которое не должно превышать 80 В для источников переменного тока для ручной дуговой сварки и ИОВ для автоматической сварки. Устройства для ручной дуговой сварки на переменном токе при работе в особо опасных условиях (внутри металлических емкостей. Таблица 6.1 Таблица 6.2 Первая цифра Степень защиты Краткое описание Защита отсутствует Защита от твердых тел размером более 50 мм Защита от твердых тел размером более 12 мм Защита от твердых тел размером более 2,5 мм Онределение Специальная защита отсутствует Защита от прикосновения к частям внутри оболочки большого участка поверхности человеческого тела, например руки, от проникновения твердых тел размером свыше 50 мм Защита от проникновения внутрь оболочки пальцев или предметов длиной не более 50 мм и от проникновения твердых тел размером свыше 12 мм Защита от проникновения внутрь оболочки инструментов, проволоки и других предметов диаметром или толщиной более 2,5 мм и от проникновения твер-дьк тел размером более 2,5 мм
на открытом воздухе и др.) должны снабжаться ограничителями напряжения холостого хода. Устройства для автоматической дуговой сварки при напряжении холостого хода свьпце 80 В должны обеспечивать автоматическое отключение напряжения сварочной цепи при холостом ходе не позже чем через 1 с после размыкания сварочной цепи. Эти требования не распространяются на оборудование, работающее в шахтах, рудниках, под водой и в космосе. Требования к Электрической прочности и сопротивлению изоляции, допустимым значениям уровня шума и вибраций и других воздействий указьшаются в стандартах и технических условиях на конкретные виды изделий. Вопросы безопасности при эксшхуатации трансформаторов для электродуговой сварки. При эксплуатации сварочных трансформаторов необходимо строго вьшолнять требования ГОСТ 12.3.003-75 "Работы электросварочные. Общие требования безопасности", ПТЭ и ПТБ [25], ПУЭ [26], действующие на предприятии правила и инструкции. Поражение электрическим током, отравление газами и пылью, ожоги - наиболее характерные виды травматизма при электродуговой сварке. Меры защиты от поражения электрическим током. Присоединение к сети и отключение от нее сварочных установок, а также наблюдение за их исправным состоянием в процессе эксплуатации должны производиться электротехническим персоналом предприятия. Как правило, эти работы вьшолняет наладчик электросварочного оборудования, назначенный соответствующим распоряжением. Наладчикам необходимо иметь квалификационную группу по технике безопасности не ниже третьей. Присоединение источников тока (сварочные трансформаторы и установки) к сети (к распределительному щитку) должно осуще- 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 [19] 20 21 22 0.0346 | |||||||||||||||||||||||||||||||||||||||||||||||||||