
|
|
|
Главная -> Дуговая сваркав 0 1 [2] 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 = - arcsin . "1 2 sin - 2 = -arcsin-+ -i + д., . e, 2 2 sin - (1.9) (1.10) Поскольку в полнофазном режиме тиристоры полностью открыты (К5ср = 0). то из соотношения (1.6) имеем Cidi + 622 = О, а так как Ot + 02= 2я,то 01 =-2я (1.11) Определив углы фазового сдвига i/zj и i/zj, перепишем уравнения тока в полнофазном режиме в виде 7, = -cos(0 + Ф1) + cos Ф1 - е,9; 72 =-cos(9 + \l/i) + cos Ф1 + €2 (2я - в). Постоянная составляющая тока 7о = -J У1в+ - J y2de; Уо =cos Ф1 - е, (1.12) Приведенный анализ и численные расчеты показывают, что доля постоянной составляющей в действующем значении тока дуги резко возрастает при изменении угла включения от критического до полнофазного значения; значения критического угла включения и бестоковой паузы г не зависят от индуктивного сопротивления цепи (уставки сварочного тока) и незначительно изменяются при изменении напряжения дуги в рабочих пределах (см. рис. 1.4, б). Таким образом, включив в сварочную цепь встречно-параллельно соединенные тиристоры и зафиксировав угол их включения равньп! ip = ip, можно добиться эффективного ограничения постоянной составляющей тока с минимальной длительностью бестоковых пауз при переходе от обратной полярности к прямой. Поскольку тиристор полуволны обратной полярности при критическом угле включения теряет управление, его можно заменить неуправляемым диодом. Пример. Рассчитаем критический и полнофазиый режимы сварочной цепи с тиристорным фазорегулятором при напряжении холостого хода трансформатора = 70 В и токе короткого замыкания цепи /23" • Напряжение дуги обратной полярности t/j = 20 В, прямой полярности t/j = = - 10В (е, = 0,2; = -0,1). Критический режим: = тг; т = 0,17г(18°); е, = я - т (162°); 7,р = 0,242; 72ср =-0.314; 7о = -0,072; 1ср = УЮрт = 171 А; I. = -222 А; /, = -51 Использованы уравнения (1.4), (1.5), (1.7). Полнофазный режим: = arcsin 0,1- 2 + + я (46° + 180°); 2sin 3 • 2 Ф1 = Ф2- в, =106°; ¥> = 46°; 7о = cos V/, - у е. = -0.485; /„ = -343 А. Использованы уравнения (1.9)- (1.12). 1.3. ОБЩИЕ СВЕДЕНИЯ ОБ ИСТОЧНИКАХ ТОКА Основным узлом современных источников переменного сварочного тока является специальный, как правило, однофазный сварочный трансформатор той или иной констр)асции. Трансформатор разделяет сварочную цепь и силовую сеть, понижает напряжение сети до необходимого для сварки значения, самостоятельно или в комплекте с дополнительньпуш устройствами обеспечивает формирование требуемых статических внешних характеристик и регулирование сварочного тока. Конструкции сварочных трансформаторов весьма разнообразны. В зависимости от способа регулирования тока их можно подразделить на две группы устройств - с механическим и электрическим регулированием. В первую группу входят устройства, связанные с применением подвижных обмоток и секций магнитопроводов, во вторую -устройства, связанные с подмагничиванием магнитопроводов постоянным током и тиристорным регулированием. При ручной дуговой сварке используются в основном трансформаторы с механическим регулированием. В комплекте с защитным щитком или маской и простейшим инструментом сварщика (электрододержатель, струбцина для заземления, щетка, молоток и др.) они составляют основное оборудование поста для ручной сварки. Диапазон номинальных токов трансформаторов для ручной дуговой сварки 125-500 А. Трансформаторы вьшускаются по ГОСТ 95-П. Для сварки под слоем флюса используются только трансформаторы с злектрическим регулированием, позволяющим обеспечить стабилизацию режима при колебаниях напряжения сети и простое дистанционное регулирование. При многодуговой сварке питание каждой сварочной дуги осуществляется от самостоятельного однофазного источника, что позволяет производить независимое регулирование режима каждой дуги. Для равномерной загрузки сети при трехдуговой сварке источники включают в разные фазы, а при двухдуговой - по двухфазной симметричной с-хеме. Диапазон номинальных токов трансформаторов для сварки под флюсом 1000-2000 А. Трансформаторы вьшускаются по ГОСТ 7012-77. В состав оборудования для аргонодуговой сварки, помимо источника питания с электрическим регулированием, входят устройство для первоначального возбуждения дуги и стабилизации ее горения в процессе сварки, устройство для ограничения или регулирования постоянной составляющей сварочного тока, аппаратура управления циклом сварки, программатор импульсных режимов. Такие комплексные устройства, скомпонованные в общем кожухе, получили название установок для аргонодуговой сварки. В состав установок для ручной сварки входит комплект сварочных горелок. Установки для аргонодуговой сварки вьшускаются по отраслевым техническим условиям на номинальные токи 315 и 500 А. По виду статических внешних характеристик источники тока можно подразделить на источники с крзггопадающими (ПВХ) и пологопада-ющими, или "жесткими" (ЖВХ), внешними характеристиками. Источники, имеюидае одновременно оба вида внешних характеристик, получили название универсальных. Статической внешней характеристикой источника назьшают зависимость напряжения вторичной цепи от тока U2 = fiji). Ток вторичной цепи является сварочным током. Вторичное напряжение при разомкнутой сварочной цепи называется напряжением холостого хода (/м, а при некотором значении сварочного тока - рабочим напряжением на зажимах источника. Вид внешних характеристик источника обьино связан с особенностями сварочного процесса, для которого предназначен источник. Требования к виду внешних характеристик определяют такие показатели сварочного процесса, как тип электрода (плавящийся, непла-вящийся), характер среды, в которой происходит сварка (открытая дута, дуга под флюсом, в защитных газах), степень механизации процесса (ручная, полуавтоматическая, автоматическая сварка), способ регулирования режима горения дуги (саморегулирование, автоматическое регулирование напряжения дуги). Так, для ручной дуговой сварки покрытыми штучными электродами, аргонодуговой сварки вольфрэмовь»! электродом, механизиро- 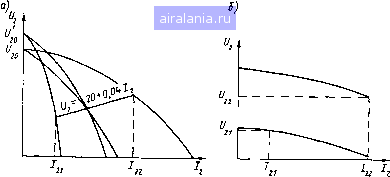 Рис. 1.6. Внешние характеристики ванной сварки под флюсом на автоматах с регулированием скорости подачи электродной проволоки в зависимости от напряжения дуги используются ПВХ (рис. 1.6, а). При ПВХ источник работает в режиме регулятора сварочного тока. При этом сварочный ток может регулироваться в заданном диапазоне от минимального I21 до максимального I22 значения плавно или ступенями. По технологическим (сварочньвл) и экономическим соображениям часто используют плавно-ступенчатое регулирование, когда две (или более) ступени регулирования сочетаются с плавным регулированием внутри каждой ступени. Регулирование сварочного тока при ПВХ производится при приблизительном постоянстве напряжения холостого хода C/jo- Часто при плавно-ступенчатом регулировании переход на ступень малых токов сопровождается повьпнением напряжения холостого хода t/jV Каждому значению сварочного тока соответствует определенное условное значение рабочего напряжения. Так, при ручной дуговой сварке штучными электродами согласно требованию ГОСТ 95-77 рабочее напряжение (в вольтах) и сварочный ток связаны соотношением U2 = 20+ 0,04/2. Каждому виду сварки соответствует определенная крутизна наклона ПВХ. Так, например, наиболее крутые характеристики используются для аргонодуговой сварки, более пологие - для ручной сварки штучными электродами, еще более пологие - для сварки под флюсом. Регулирование длины дуги в процессе сварки при ПВХ осуществляется рукой сварщика или системой регулирования длины дуги сварочного автомата. При автоматической сварке под флюсом при постоянной, не зависящей от напряжения дуги скорости подачи электродной проволоки используются ЖВХ (рис. 1.6,6). Источник питания при ЖВХ работает как регулятор напряжения. Рабочее напряжение регулируется в заданных пределах от минимального Uii до максимального U22 значения, причем диапазон регулирования рабочего напряжения выбирается в строгом соответствии с заданным диапазоном сварочного тока от I21 до I22 • Регулирование напряжения при ЖВХ также может быть плавным, ступенчатым и смешанным. Значение сварочного тока определяется скоростью подачи электродной проволоки, а источник питания задает напряжение дуги и обеспечивает саморегулирование длины дуги. В трансформаторах для сварки под флюсом согласно ГОСТ 7012-77 рабочее напряжение (в вольтах) и сварочный ток связаны соотношением: и2 = 19 + 0,037/2 - для трансформаторов на номинальный ток 1000 А и f/j = 13 + 0,0315/2 - для трансформаторов на номинальный ток 2000 А. Нагрузка источника сварочного тока, как правило, является переменной. Весь процесс сварки обычно состоит иэ ряда повторяющихся циклов длительностью Гц, в которых рабочий период Гр чередуется с паузой Гд, связанной со сменой электрода, подготовкой к наложению следующего шва и т. п. Согласно стандартам на сварочные источники, различают три типовых режима работы: 1. Продолжительный - режим работы при неизменной нагрузке. 2. Перемежающийся - режим, при котором кратковременные рабочие периоды чередуются с периодами работы источника на холостом ходу. Режим характеризуется относительной продолжительностью нагрузки ПН = или в процентах ПН = - 100. 3. Повторно-кратковременный режим, при котором кратковременные рабочие периоды чередуются с периодами отключения силовой цепи источника от сети. Режим характеризуется относительной продолжительностью включения ПВ = - или в процентах ПВ = - -100. Длительность цикла работы при перемежающемся и повторно-кратковременном режимах 5 мин для источников ручной дуговой сварки и 10 мин для источников механизированной сварки. Номинальный ток источника /гном всегда связан с режимом работы, на который рассчитан данный источник. Например, /гном = 315 А, ПВ = 60%. Длительно допустимый по нагреву ток источника /гщ связан с номинальным сварочным током и режимом работы следующим соотношением: 2дл •гном ч/пН или /2дл =/2ном \/пВ . Источники сварочного тока согласно требованиям ГОСТ 15150-69 изготовляются в климатических исполнениях У, УХЛ, Т, для категорий размещения 2, 3 и 4. Все отечественные источники сварочного тока предназначены для работы в атмосфере (II), характерной для машиностроительных про-мышл енных предприятий. Источники исполнения У и УХЛ предназначены для работы в микроклиматических районах СССР с умеренным (У) и умеренным и холодным (УХЛ) климатом и для поставки на экспорт в соответствующие страны. Источники исполнения Т предназначены для поставки на экспорт в страны с тропическим климатом. Источники категории размещения 2 предназначены для эксплуатации под навесом, в палатках, в закрытых кузовах и прицепах, в металлических помещениях без теплоизоляции; источники категории размещения 3 - для эксплуатации в неотапливаемых или нерегулярно отапливаемых закрытых помещениях; источники категории размещения 4 -для эксплуатации в закрытых помещениях с искусственным регулированием температуры и влажности. Для сварочного оборудования исполнений У2, УЗ, УХЛ2, УХЛЗ установлены предельные рабочие температуры от -40 до +40 °С, для исполнений У3.1, УХЛ3.1 - от -10 до +40°С, для исполнения УХЛ4 -от +1 до +35 °С, для исполнений Т2, ТЗ - от -10 до +45 °С, для исполнения Т4 - от +1 до +45 °С. Температура транспортирования для всех исполнений от -50 до +50°С. Степень защиты оболочек по ГОСТ 14254-80 для трансформаторов ручной дуговой сварки принята IP22, для трансформаторов для автоматической сварки и установок аргонодуговой сварки - не ниже IP21. Конструкции всех источников тока удовлетворяют требованиям безопасности по ГОСТ 12.2.007.0-75, ГОСТ 12.2.007 8-75 и ГОСТ 12.1.003-83. Каждому источнику присваивается условное обозначение типа изделия, которое состоит из буквенной и цифровой части. Первая буква означает вид изделия (Т - трансформатор, У - установка), вторая -вид сварки (Д - дуговая), третья - способ сварки (Ф - под флюсом, Г - в защитных газах, отсутствие буквы означает ручную дуговую сварку); четвертая дает дальнейшее пояснение исполнения изделия (Ж или П - с жесткими или падающими внешними характеристиками, М или Э - с механическим или электрическим регулированием). Две или три цифры после черточки указьшают значение номинального сварочного тока округленно в десятках ампер, последующая цифра -регистрационный номер изделия. Следующая цифра означает номер модификации (если таковая имеется), а последующие буква и цифра -климатическое исполнение и категорию размещения. Так, наименование изделия ТДМ-317-1У2 обозначает: трансформатор для ручной дуговой 0 1 [2] 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 0.0114 |