
|
|
|
Главная -> Дуговая сваркав 0 1 2 3 4 5 6 [7] 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 фор\1у. Начиная с угла ip (рис. 3.2, б) должен происходить переход напряжения нагрузки и„ и тока от прямоугольной к синусоидальной форме. Ток 12 при изменении полярности не может мгновенно увеличиться вьппе значения = "нУ-н- Следовательно, предельное значение tfijj, при котором возможна прямоугольная форма напряжения, определится из выражения «н ~ ~ гтр. С другой стороны, как бьшо приведено вьппе, U - 2\/2 Ui/ircos р. Следовательно, ip„ = = arctg - = 32,5°. Предельное значение напряжения нагрузки, при котором еще сохраняется прямоугольная форма тока, U„„ = 0,844С/2ср. На рис. 3.2, в показан режим перехода к синусоидальному току при <Р<Р„. Таким образом, устройство позволяет регулировать напряжение нагрузки в широком диапазоне - от О до 0,844С/2ср при сохранении прямоугольной формы тока. Этот диапазон значительно перекрьшает зону сварочных режимов. В частности, при аргонодуговой сварке С/д = = (0,2 ... 0,25) t/2cp. Работа реального источника. Отличие режимов работы реальных источников от режимов работы идеальных связано с двумя основными причинами: наличием рассеяния силового трансформатора и конечным значением индуктивности сглаживающего дросселя. Первой причиной можно практически пренебречь, если в схеме использовать силовой трансформатор с минимальнь»! рассеянием. Конечное значение индуктивного сопротивления Xj дросселя обусловливает наличие в токах и /2 гармонических составляющих. В режиме короткого замьжания имеет наибольшее значение и изменяется по закону косинуса (рис. 3.2, а). Гармонические составляющие токов под действием Uj изменяются в каждьш полупериод по синусоидальному закону id- =12~1 = - sine =/2. sin е. Полный ток i2 за полупериод =hcp - 2m~l 2т~ sine. Отметим, что путем соответствующего выбора значения индуктивного сопротивления дросселя (д: = 2\/2~-С/гтср) можно создать источники с чисто синусоидальной формой тока. Расчеты и эксперименты показали, что масса дросселя в источниках синусоидального тока соизмерима с массой силового трансформатора. Для получения благоприятной для сварки прямоугольной формы тока с малой гармонической составляющей масса дросселя должна превьшшть массу силового трансформатора. Соотношение переменной и постоянной составляющих тока можно выразить через коэффициент пульсаций /3/ = 2cp*L Очевидно, что в процессе регулирования тока для сохранения коэффициента формы тока неизменной (Д,- = const) необходимо поддерживать постоянным произведение /гср/,- Д** этого дроссель следует вьшолнять HenHHeuHbnvi. Для снижения величины /3,-, т. е. приближения формы тока к прямоугольной, в диапазоне малых сварочных токов без увеличения массы дросселя его обмотку можно вьшолнять секционированной и предусмотреть две ступени индуктивности, например, за счет переключения секций обмотки с параллельного соединения на последовательное. Несмотря на значительную массу и необходимость применения двойного комплекта тиристоров, источники с прямоугольной формой тока широко используются в отечественных и зарубежных установках для аргонодуговой сварки, где требования к форме тока весьма жестки. В таких источниках не требуется применения специальных мер для подавления постоянной составляющей тока, которая компенсируется автоматически за счет некоторой задержки включения тиристоров в полупериоды прямой полярности. Очевидно, что на основе рассмотренной схемы легко вьшолнить и комбинированные источники постоянного и переменного тока. Такие источники для аргонодуговой сварки вьшускаются отечественной промышленностью и будут рассмотрены в главе пятой. Для сварки плавящимся электродом (ручной и автоматической) такие источники промышленного применения не получили. Это связано, наряду с повышенным расходом материалов, с большой инерционностью изменения сварочного тока, что неблагоприятно сказьтается на процессах переноса электродного металла. 3.3. ТРАНСФОРМАТОРЫ ПРЕРЫВИСТОГО ТОКА Схема простейшего тиристорного трансформатора (ТТ) прерывистого тока представлена на рис. 3.1,6. Основньн»га элементами этой схемы являются фазорегулятор (ФР) на тиристорах VS1, VS2 и силовой трансформатор Т. Способ фазового регулирования основан на преобразовании синусоидального тока в знакопеременные импульсы, амплитуда и длительность которых определяются углом включения тиристоров. До недавнего времени этот способ регулирования при дуговой сварке считался неприемлемым, поскольку в паузы между импульсами тока происходит быстрая деионизация дугового промежутка, затрудняющая повторные возбуждения дуги. Особенно большие паузы имеют место в устройствах, близких к идеальным, где используется силовой трансформатор с минимальным рассеянием. Процессы в идеальном ТТ. Форма напряжения на активной нагрузке при питании синусоидальным током для схемы рис. ЗЛ,б представлена на рис. 3.3, а. Заштрихованная часть напряжения «2 приложена к нагрузке, незаштрихованная - к запертым тиристорам. Среднее (за полупериод) и действующее значения напряжения на нагрузке определяются соотношениями [15]: tH.cp = --- (1 + COS ifi) = С/гср -;-, тг - + sin 2 ip/2 Коэффициент формы Уп , sin 2v . н.ср 1 + COS V Активная мощность, вьзделяемая в нагрузке. 2ср н.ср- Расчетная мощность трансформатора (для данного угла регулирования ifi) где/зу, = tH.A v /н- Основные расчетные соотношения, характеризующие работу схемы при фазовом регулировании, приведены в табл. 3.1. Величины Снтпр. вт обр характеризуют амплитудные значения напряжения на вентиле в прямом и обратном направлении, /в.ср. 4.д и вт - среднее, действующее и амплитудное значения тока через вентиль. На рис. 3.3, б представлена внешняя характеристика рассматриваемого идеального ТТ в относительных единицах в режиме стабилиза- 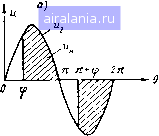 1,0 0,8 0,6 0,2 О ---w = 0 --- 30° ---60° 0,5 1,0 90- 120° 150° Piic. 3.3. Диаграмма напряжений (о) и внешняя характеристика трансформатора в peraiMC стабилизации тока {б) Таблица 3.1
тора среднего значения тока нагрузки. На рис. 3.3,5ер = н.ср/гср; Уср = 2срД2сро. где /jcpo = UcpIRa- Напомним, что такую характеристику обеспечивает идеальный дроссель насыщения, являющийся параметрическим стабилизатором среднего тока. Очевидно, что при рабочих сварочных режимах, когда ер = 0,4 ... 0,5, устройство будет работать при больших углах регулирования. При этом ток нагрузки имеет прерьшистый характер с большими бестоковыми паузами; тиристоры и трансформатор работают в неблагоприятных энергетических режимах. Поэтому такие простейшие идеальные трансформаторы в чистом виде в дуговой сварке применения не нашли. Работа реальных ТТ. В последние годы разработан ряд специальных схем и конструкций ТТ, простых и экономичных, обеспечивающих достаточно высокую стабильность горения дуги и позволяющих реализовать все преимущества тиристорного регулирования [3, 14]. Отличительной особенностью этих устройств является наличие силового трансформатора с развитым электромагнитным рассеянием или дополнительного дросселя в сварочной цепи. Силовые схемы ТТ могут бьпь подразделены по двум основным признакам: способу обеспечения непрерьшности процесса сварки и месту установки тиристорного фазорегулятора - в первичной или вторичной цепи. По первому признаку ТТ делятся на две группы. В трансформаторах одной гругшы сварочный ток /2 (рис. 3.4, а) прерывистый. Длительность протекания тока в определяется углом включения силовых тиристоров ifi, который здесь является также зтлом сдвига между током 1г и напряжением холостого хода трансформатора Мго- Для надежного повторного возбуждения применена импульсная стабилизация горения дуги. В момент ifi окончания бестоковой паузы на дугу накладывается стабилизирующий импульс тока. Тиристорный фазорегулятор совмещает функции управления значением тока и коммутирующего элемента импульсного стабилизатора горения дуги. 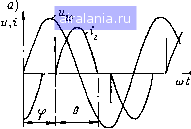 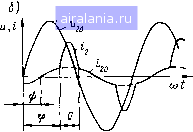 Рис. 3.4. Диаграммы напряжений и токов трансформатора с импулы;ной стабилизацией (fl) и цепью подпитки (б) В трансформаторах другой группы стабильность процесса сварки обеспечена непрерьшностью сварочного тока (рис. 3.4,6). Для заполнения бесгоковых пауз в интервалы непроводимости тиристоров использована специальная цепь, назьшаемая цепью подпитки дуги, по которой проходит минимально необходимый для устойчивого процесса сварки ток (ток подпитки Ьо). Сдвиг между током /"го и напряжением «20 здесь определяется углом ф, зависящим от соотношения напряжений дуги и цепи подпитки: cos ф = 20 т vjifiUjQ - амплитудное значение напряжения цепи подпитки. В промьшшенных сварочных установках наибольшее распространение получили ТТ с прерьшистьпк! регулированием toKa и импульсной стабилизацией, так как применение цепи подпитки связано с дополнительным расходом активных материалов, с применением дополнитеДь-ного коммутатора цепи подпитки для снятия напряжения холостого хода, а относительно низкая скорость нарастания тока подпитки при смене полярности обусловливает невысокие сварочные качес1ва источников. Размещение тиристорного фазорегулятора в первичной или вторичной (сварочной) цепи трансформатора во многом определяет конструкцию ТТ. Во всех случаях, когда не требуется управлять значением постоянной составляющей сварочного тока, предпочтительнее включение тиристоров в сравнительно слаботочную цепь первичной обмотки трансформатора. Кроме снижения габаритов регулятора и потерь в тиристорах, такое решение позволяет уменьшить или исключить потери холостого хода трансформатора, обеспечивает оперативные отключения его от питающей сети. Однако при включении тиристоров в первичную цепь трансформатора становится невозможным регулировать (компенсировать) постоя1шую составляющую сварочного тока; в трансформаторах с цепью подпитки уменьшается диапазон регулирования сварочного тока, повьшюются требования к симметрии импульсов управления тиристорами, к надежности и электрической прочности цепей управления. Трансформаторы с цепью подпитки- По данным многочисленных экспериментов значение тока подпитки,достаточное для стабильного горения дуги, составляет: 10-15 А для аргонодуговой сварки неплавяцщмся электродом алюминиевых сплавов при наличии импульсного стабилизатора дуги и напряжения холостого хода источника питания около 70 В; 10-15 А для ручной дуговой сварки обмазанными электродами; 20-30 А для автоматической сварки под флюсом. Поскольку при смене полярности электродов ток дуги равен току цепи подпитки, очевидно, что параметры последней целиком определяют надежность повторных возбуждений дуги. Малое значение тока подпитки позволяет использовать для повышения стабильности дуги методы, традиционно считающиеся невыгодными по энергетическим ихш массо-габаритным характеристикам: увеличение напряжения холостого хода источника, последовательный резонанс напряжений, формирование прямоугольной волны тока подпитки и т. п. На рис. 3.5, а, б, в представлены упрошенные схемы ТТ с цвшм подпитки и тиристорами в цепи вторичной обмотки трансформатора. В схеме рис. 3.5, в тиристоры шунтированы дросселем, реактивное сопротивление которого oj/,, на порядок выше сопротивления рассеяния uiZ,, силового трансформатора Т1. Схемы ТТ, приведенные на рис. 3.5, б, в, позволяют повысить напряжение холостого хода источника без заметного увеличения его установленной мощности. В цепь подпитки введена дополнительная обмотка силового трансформатора Т1. В схеме рис. 3.5, б дополнительная обмотка включена последовательно и согласно с основной вторичной обмоткой Т1- В схеме рис. 3.5, в дополнительная обмотка и дроссель подпитки включены параллельно нагрузке источника. Напряжение цепи параллельной подпитки £/„ выше напряжения (/j,, что исключает возможность включения тиристоров на холостом ходу;, во время сварки основная и подпиточная цепи развязаны дуговым падением напряжения. Дополнительная обмотка и дроссель в схемах рис. 3.5, б, в могут быть заменены отдельным трансформатором с напряжением холостого хода £/„ и требуемым реактивным сопротивлением или обмоткой силового трансформатора, имеющей слабую магнитную связь с первичной обмоткой трансформатора (например, намотанной на дальнее ярмо). На рис. 3.5, г, д представлены схемы ТТ с подпиткой и тиристорным фазорегулятором в цепи первичной обмотки силового трансформатора. Непосредственное имитирование тиристоров дросселем (или резистором в трансформаторе малой мощности) снижает напряжение на первичной обмотке сварочного трансформатора в интервалы непроводимости тиристоров, что отрицательно влияет на устойчивость горения дуги. Для устранения этого явления может быть использован вспомогательный трансформатор или автотрансформаторная схема с дросселем (рис. 3.5, г, д). Трансформаторы с прерывистым питанием дуги. На рис. 3.5, е, ж, з приведены схемы ТТ, в которых цепь подпитки исключена и ток дуги прерьшистый [6]. В ТТ по схеме рис. 3.5, е параллельно первичной обмотке силового трансформатора включена цепь, состоящая из конденсатора и дополнительной импульсной обмотки трансформатора, 0 1 2 3 4 5 6 [7] 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 0.0099 |